Получение запуска и улучшения введения ко второй версии сварки сварки сварки сварки дуговой сварки



Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара




|




Название: Начало работы и улучшение технологии сварки циклов (второе издание)
Цена: 39,00 Юань
Автор: Sun jingrong
Издательство: Chemical Industry Press
Дата публикации: 2012-06-01
ISBN: 9787122132239
Слова: 263000
Номер страницы: 346
Издание: 2
Переплет: мягкая обложка
Книга: DA 32 KAI
Вес товара: 0,322 кг

Эта книга посвящена основным методам знаний и эксплуатации вольфрамовой полюсной сварки (GTAW), а также на практических технологиях, таких как сварка металлических материалов и сварка нерастворимых металлов. Требования к оценке процессов и сварщикам являются комплексными.
Эта книга в основном основана на практической технологии младших работников, принимая во внимание обучение и улучшение младших и промежуточных сварщиков и в основном объясняла принципы и навыки эксплуатации в графике. Сварка сплавов, сварка гетерогенных металлических материалов и гетерогенные Методы сварки цветных металлов объяснили всеобъемлющее объяснение теоретических и практических навыков, чтобы подчеркнуть практичность сварки.
Эта книга подходит для самостоятельного изучения и улучшения младших, средних и старших сварщиков.

Глава 1 Основные знания дуговой сварки
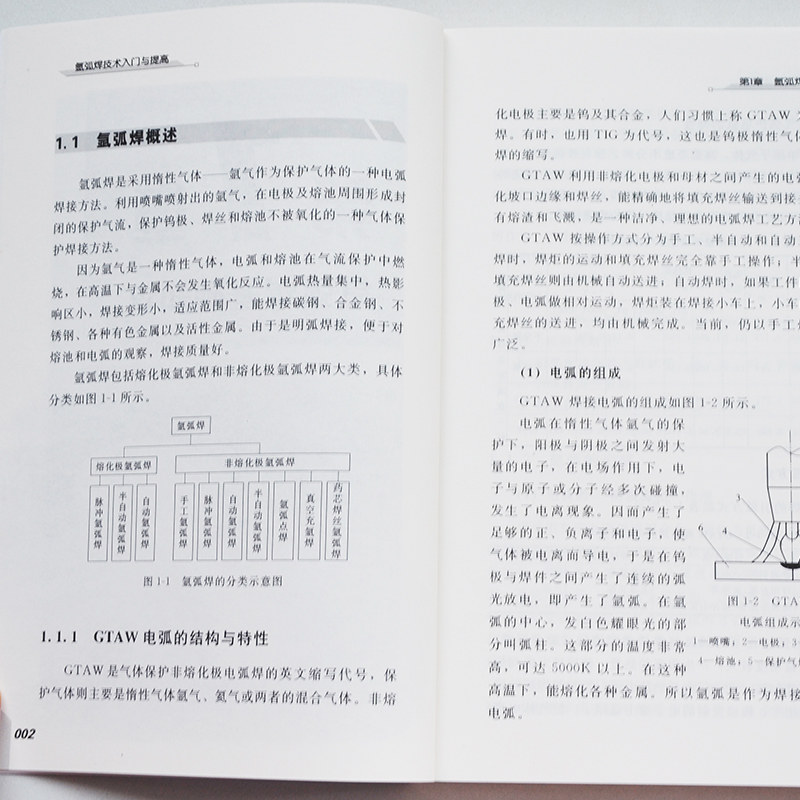
1.1 Обзор дуговой сварки
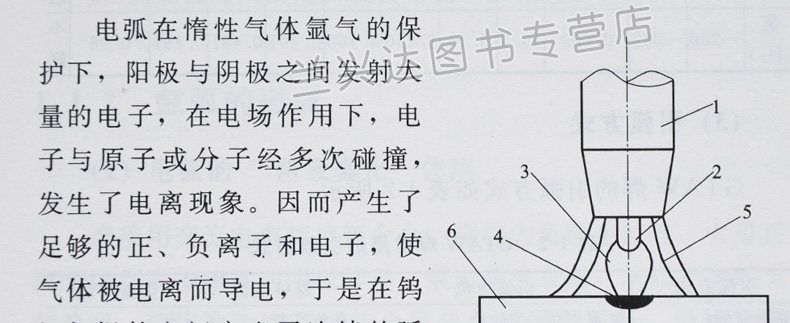
1.1.1. Структура и характеристики дуги.
1.1.2 Формирование 形 дуг
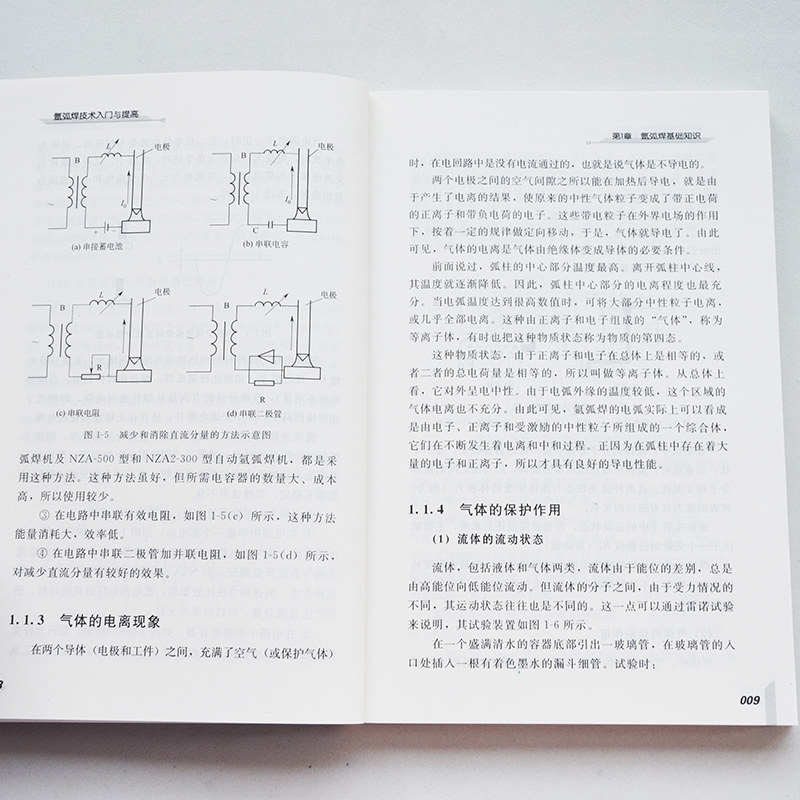
1.1.3 Электричество газа
1.1.4 Защита газа
1.1.5 Жесткость дуги
1,2GTAW сварки характеристики
1. Тип питания 3GTAW и полярность
1.4 Базовый метод работы сварки вольфрамовой полюсной дуги ручной работы
1.5 После полярной дуговой сварки характеристики перехода на плавление
1.6. Параметры процесса и эксплуатационные процессы вольфрамовой сварки ручной работы
1.6.1 Электрод
1.6.2 сопло
1.6.3 Скорость сварки
1.6.4 Форма соединения и структура сварной структуры
1,7 дуги производят смещение и стабильные меры
Глава 2 氩 Сварка
2.1 Классификация и характеристики сварки сварки вольфрамового полюса
2.1.1 Композиция оборудования для вольфрамового полюсного полюса
2.1.2 Характеристики сварки вольфрамового полюса
2.2 БОЛЬШОЙ СВАРДА
2.2.1 Сварочная сварочная машина для вольфрамового полюса вольфрамового полюса
2.2.2 DC вольфрамовый полярная дуговая машина
2.2.3. Реверс DC 氩 Arc Welding Machine
2.2.4 Пульс вольфрамовой сварки полярной дуговой машины
2.3 Сварка вольфрамового полюса ручной работы
2.3.1 Роль и требования сварочного пистолета
2.3.2 Классификация и структура сварных оружия
2.4 Система подачи газа
2.4.1 Глаттер бутылка
2.4.2 Давление декомпрессора
2.4.3 Гэзовый счетчик
2.4.4 Электромагнитный воздушный клапан
2.5 Система водяного охлаждения и синтетический механизм
2.5.1 Система водяного охлаждения
2.5.2 Механизм доставки шелка
2.6 Специальное устройство защиты
2.6.1 Положительная защита стыковки планшетов
2.6.2 Защита от стыковки планшетов
2.6.3 Защита стыковки труб малого диаметра
Глава 3 氩 Сварка сварки дуговой сварки
3.1 Общие знания для сварочной проволоки для сварки дуговой
3.1.1 Классификация сварочного провода
3.1.2 Принципы выбора сварочных проводов
3.2 Углеродная сталь и сварочная сварка с сплавами с низким сплавом
3.2.1 Количество сварки сварки
3.2.2. Номер сварки сварки с основной медицины
3.2.3 Модель сварочного провода
3.3 Сварка из нержавеющей стали
3.3.1 Сварная сварочная проволока из нержавеющей стали
3.3.2 Сварная проволока ядра из нержавеющей стали
3.4 Не -колорная металлическая сварка
3.4.1 Сварка алюминиевого и алюминиевого сплава
3.4.2 Сварка титанового и титанового сплава
3.4.3.
3.4.4 Сварка медных и медных сплавов
3.4.5 Сварка магния
3.5 расплавленная площадка
3.6 Меры предосторожности для беспроводной связи с сварочной проволокой
Глава 4 вольфрамового полярного и защитного газа
4.1 вольфрамовый шест
4.1.1 Модель и характеристики вольфрамового шеста
4.1.2 Мастера и дуговое напряжение вольфрамовых столбов
4.1.3 Форма и приготовление вольфрамового шеста
4.1.4 Выбор вольфрамового шеста
4.2 Защита газа
4.2.1 ..
4.2.2 2.
4.2.3 Смешанный газ
Глава 5 сварки сварки, очистка и защита газа перед сваркой
5.1 Сварочные склоны
5.1.1 стыковка склонов разъема
5.1.2t -форма разъема и наклон
5.1.3 Candida Connecting and Skopes
5.2 перед сваркой
5.2.1 Механический метод очистки
5.2.2 Метод очистки химии
5.3 Защита от газа
Глава 6 Выбор параметров процесса сварки
6.1 Условия сварки
6.2 Диаметр сварочного провода
6.3 Диаметр вольфрама и финальная форма
6.4 Сварочный ток
6.5 Диаметр сопла
6.6 Поток газа
6.7 Скорость сварки
6.8 Предварительно нагреть и межслойную температуру
6.9 Сварка
6.10 Расстояние заготовки и длина дуги.
6.11 вольфрамовый полюс простирается в длину
Глава 7 Основная технология операции введение
7.1 дуги
7.1.1 Контакт с короткими дугами
7.1.2 Высокочастотные и высокие дуги
7.1.3 Ссылки с высоким напряжением импульсов
7.2 Метод сварки сварки GTAW ручной работы GTAW
7.3 Метод сварки GTAW ручной работы GTAW
7.4 Сварные провода GTAW ручной работы доставляются в
7.4.1 Непрерывная доставка проводов
7.4.2 Отбрасывание доставки проводов
7.4.3 GM -провод доставки
7.4.4.
7.4.5 Меры предосторожности для отправки шелковой работы
7.5 Метод движения сварки факела
7.5.1 Метод левой сварки
7.5.2 Метод правой сварки
7.5.3 Движение сварочной факела
7.5.4.
7.6 Положение заполнения сварочного провода
7.6.1 Метод внешнего заполнения
7.6.2 Метод внутреннего заполнения
7.6.3 метод yisi
7.6.4 Обновление сварочного провода
7.6.5 метод сварки с двойной сваркой
7.7 Коллекция разъема и дуги
7.7.1 соединение
7.7.2 Collection
Глава 8 Навыки введения ручной работы GTAW
8.1 Сварка
8.1.1 Сварка Pingti на пластине из нержавеющей стали
8.1.2 кусочка сварки на алюминиевых пластинах
8.2 Сварка с пингом
8.3 Сварка с плоской углом
8.4 Сварка
8.5 Основы сварки в различных местах
8.5.1 Плоская сварка (1G) Основная операция
8.5.2.
8.5.3 Установление сварки (3G) Очисти
8.5.4.
8.5.5 Уровни труб фиксируются и 45°
8,6GTAW Нижняя сварка технология
8.6.1 Метод работы
8.6.2 Процесс нижней сварки
8.6.3 Меры предосторожности для сварки дна
8.7 Общие дефекты сварки и профилактика
Глава 9 GTAW Сварка металлических материалов
9.1 углеродистая сталь
9.1.1 Низкоуглеродная стальная пластина точки эксплуатации точек эксплуатации
9.1.2 Процесс работы сварки
9.1.3 Сварка
9,2 низколепа сталь
9.2.1 Сварка стали с низким сплавами с высокой силой
9.2.2 Сварка стали с низким сплавом
9.2.3 Сварка стали с низкой температурой
9.3 Жемчужная теплостойкость теплостойкостью теплостойкостью
9.3.1 Требования к устойчивой к тепловой стали
9.3.2 Химические ингредиенты хромового молибденого жемчужного света тепловая сталь сталь
9.3.3 Характеристики сварки хрома молибдена жемчужного светового тепла тепла -устойчивая сталь
9.3.4 Выбор сварочного материала для теплой стали в хромовом молибденам
9.3.5 Основные точки сварки теплой стали в хромо -молибденам
9.4 Martiner Thermal Steel
9.4.1 Основные точки сварки тепловой теплостойкости
9.4.2 Термическая обработка тепловой устойчивости к стали Martiner
Глава 10 Сварка нержавеющей стали
10.1 Классификация и характеристики нержавеющей стали
10.1.1 из нержавеющей стали Martiner
10.1.2 Железон и полупрофильная из нержавеющая сталь из нержавеющей стали
10.1.3 Auspace и Auspace
10.2 Сварка из нержавеющей стали Остина
10.2.1 Кристаллическая коррозия
10.2.2 -Knife -like Corrosion
10.2.3 Коррозия стресса
10.2.4 Горячая трещина
10.2.5 Горячая хрупкость
10.2.6 Сжигание сплавных элементов
10.3 Выбор сварочных материалов для из нержавеющей стали в Остинии
10.4 Процесс сварки из нержавеющей стали Austeine
10.4.1 Подготовка перед сваркой
10.4.2 Сборка сварки и позиционирование
10.4.3 Сварка
10.5 После сварки термообработки из нержавеющей стали Остиии
Глава 11 Сварка алюминиевого и алюминиевого сплава
11.1 Классификация и бренд материалов из алюминиевого и алюминиевого сплава
11.1.1 Классификация материалов алюминиевого и алюминиевого сплава
11.1.2 Бренд (код) материалов алюминиевого и алюминиевого сплава представляет собой
11.2 Производительность алюминиевого и алюминиевого сплава
11.2.1 Характеристики производительности и применения алюминиевых и алюминиевых сплавов
11.2.2 Сварка алюминиевого и алюминиевого сплава
11.3 Подготовка перед сваркой
11.3.1 Форма суставов и сварки сварки
11.3.2 Очистите перед сваркой
11.3.3 Сборка
11.4 Сварка
11.5 Процесс сварки вольфрамового полюса ручной работы
11.5.1 Предварительное разогрев
11.5.2 Параметры процесса сварки
11.6 Основные эксплуатационные навыки вольфрамовой сварки ручной работы
11.6.1
11.6.2 дуги и доставка проводов
11.6.3 Агрочная остановка
11.6.4 ARC OFF
11.6.5 позиционирование сварки
11.7 Сварка различных мест
11.7.1 Сварка частей доски
11.7.2 Сварка труб
Глава 12 Сварка непредвиденных металлов GTAW
12.1 Никелевые и никелевые сплавы
12.1.1 Сварные характеристики никелевых и никелевых сплавов
12.1.2 Сварки для сплавов никеля и никеля
12.1.3 ПРОЦЕСС СВАК НИКЕЛ И НИКЕЛЬ
12.2 магний и магниевый сплав
12.3 Медный и медный сплав
12.3.1 Характеристики сварки медного и медного сплава
12.3.2 Сварка меди
12.3.3 Раглупившая сварка
12.3.4 Бронзовая сварка
12.4 Титановый и титановый сплав
12,5 锆 锆 锆 сплав
Глава 13 Пример приложения GTAW
13.1 Установка трубопровода ручной работы ручной работы GTAW.
13.215crmo Стальные трубы Полное положение GTAW Сварка
13.3 Вольфрам ручной работы 氩 дуговая сварка
Сварная сталь 13.3.1HK40 и P22
13.3.2 Метод сварки и выбор материалов
13.3.3 Оценка процесса сварки
13.3.4 Сварцы экзамен
13.3.5 Живая сварка пробирки печи
13.4 GTAW Сварка фосфатной дегидратационной меди
13.4.1 Процесс сварки и производительность
13.4.2 Причины сварки дефектов и профилактических методов
13,5 фланца из углеродистой стали и медные трубки
13.5.1 Сварное анализ
13.5.2 Процесс сварки
13.5.3 Сварная инспекция качества сустава
13.6 GTAW Сварка пластины из нержавеющей стали
13.6.1 Анализ процесса сварки пластин из нержавеющей стали
13.6.2 Основные возможности вольфрамовой дуговой сварки технологии из нержавеющей стали пластины
13.6.3 Заключение
13.7 GTAW Сварка чистого никеля -испарителя
13.7.1 Материалы и конструкции испарителя
13.7.2 Среда строительной площадки
13.7.3 Подготовка перед сваркой
13.7.4 Процесс сварки
13.7.5 После инспекции сварки
13.7.6 Заключение
13,8Q235 Стальная и TA2 Титановая композитная плата
13.8.1 Анализ производительности сварки стальной/титановой композитной платы
13.8.2 Сварное соединение конструкция стальной/титановой композитной платы
13.8.3 Выбор сварочного материала
13.8.4 Подготовка перед сваркой
13.8.5 Сварка
13.8.6 После инспекции сварки
13.8.7 Заключение
13,9000CR26MO1 GTAW Сварка
13.9.1 Анализ производительности материала
13.9.2 Тест сварки
13.9.3 Процесс сварки
13.9.4 Требования к инспекции качества сварки шва
13.9.5 Заключение
13.10 Бронзовая алюминиевая бронза на стальном валу 42CRMO
13.10.1 Анализ сварки
13.10.2 Процесс сварки пидей
13.10.3 Заключение
Глава 14 Инспекция качества сварки
14.1 Неэтразитивное тестирование
14.1.1 Радио обнаружение
14.1.2 Ультразвуковое тестирование
14.1.3 Обнаружение магнитного порошка
14.1.4 Тест на проникновение
14.1.5 Обнаружение вихря
14.1.6 Тестирование запуска звука
14.2 Испытание на растяжение сварка
14.2.1 Тест на растяжение сварочного сустава (GB 2651)
14.2.2 Тест на растяжение металла и плавление (GB 2652)
14.3 Испытание на сварное соединение (GB 2653)
14.3.1 Типы теста изгиба
14.3.2 Размер выборки испытания изгиба
14.3.3 Метод испытаний
14.3.4 Квалификационные показатели
14.4 Тест на ударов сварки (GB 2650)
14.4.1 Образец теста воздействия
14.4.2 перехват воздействия образца
14.4.3 Приготовление образцов
14.5 Проверка сварки сварка (GB 2654)
14.6 Попробуйте противостоять кристаллическому межкоррозионному испытанию сварных суставов
14.6.1 Стандарт испытаний на травление щавелевой кислоты 10%(балл объема) (GB 4334.1)
14.6.2 Метод метода испытаний на коррозию сульфата меди
14.6.3 Методы метода испытаний на коррозию сульфата железа
14.6.465%метод испытания коррозии азотной кислоты
14.6.5 Метод испытаний теста на коррозию на гидрофлуорную кислоту
14.7 Тест на сопротивление
14.7.1 Тест на давление воды
14.7.2 Пневматический тест
Глава 15 Технология безопасности сварщиков
15.1 Общие правила
15.1.1 Опасные факторы, влияющие на безопасность производства сварки
15.1.2 Амарматический фактор, влияющий на здоровье человека
15.1.3 Операция резки сварки является специальной операцией
15.1.4.
15.1.5 Общая технология безопасности при сварке
15.2 Электричество сварки сварки
15.2.1 Текущий вред человеческому телу
15.2.2 Причина сварки контактных аварий на электроэнергии
15.2.3. Меры безопасности для предотвращения электроэнергии контакта с сварочной сваркой
15.3 焊 Технология безопасности дуговой сварки
15.3.1 Предотвращение высокочастотного повреждения электромагнитного поля
15.3.2 Предотвратить повреждение радиации
15.3.3 Предотвратить повреждение дуги
15.3.4 Предотвратить ожоги металла.
15.3.5 Предотвратить сварочную пыль и вредное отравление газом
15.3.6 Предотвратить огонь и взрыв
15.3.7. Безопасное использование газового цилиндра
15.3.8. Предотвращение повреждения шума
15.4.
15.4.1 Проверьте и подготовку перед сваркой и резкой
15.4.2 Меры безопасности перед операцией сварки резки
15.4.3.3 Инспекция безопасности после операции резки сварки
15.4.4 на домашнем задании&Ldquo; десять сварка”
Рекомендации