FANUC CNC SYSTEM PMC Программирование от входа к опытному учебнику FANUC FANUC FANCANK CNC Токарный станок и машинный фрезерный аппарат Zero Основное учебное пособие по обработке.





Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара






| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








| System Fanuc CNC System PMC Программирование | ||
 | Ценообразование | 128.00 |
| Издатель | Химическая промышленность пресса | |
| Издание | 1 | |
| Опубликованная дата | Январь 2020 года | |
| формат | 16 | |
| автор | LUO MIN | |
| Украсить | Оплата в мягкой обложке | |
| Количество страниц | 433 | |
| Число слов | ||
| Кодирование ISBN | 9787122355065 | |
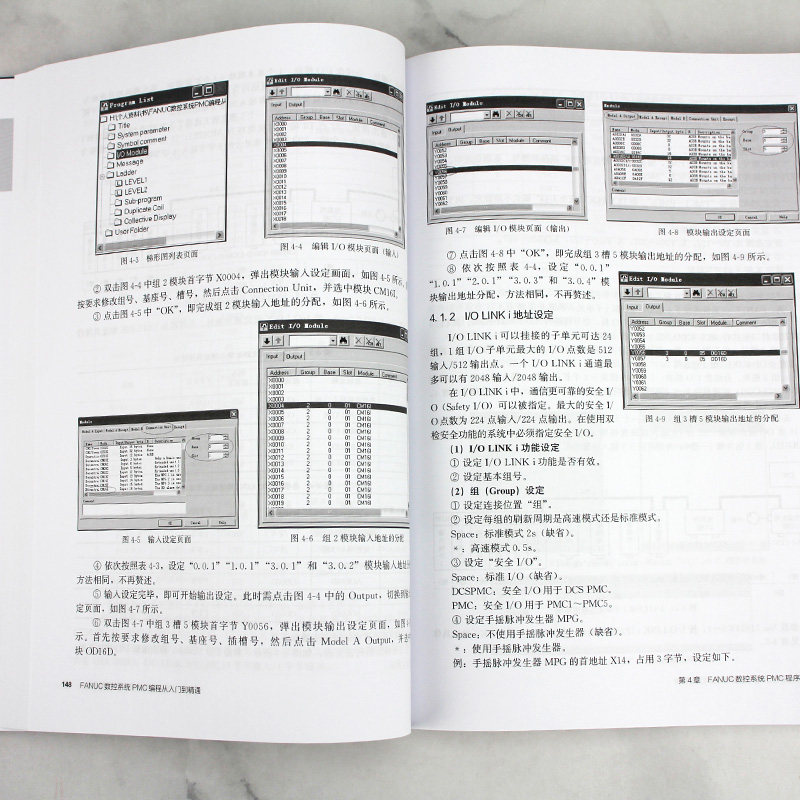
1. Эта книга посвящена программированию и применению встроенного PMC системы CNC Fanuc. Он систематически и всесторонне вводит технологию программирования PMC системы CNC Fanuc из нескольких аспектов, таких как аппаратное обеспечение, инструкции, программирование и использование программного обеспечения для инструментов.Эта книга подходит для инженеров -инженеров с ЧПУ, установленным и вводом в эксплуатацию, технического обслуживания и технического обслуживания с определенными базовыми знаниями в области ЧПУ, а также студентов и учителей, которые заинтересованы в разработке и разработке систем ЧПУ FANUC.Книга содержит большое количество примеров и примеров применения, все из производственных практик, интегрируя долгосрочные результаты исследований автора в системную технику с ЧПУ, с подробным распределением адреса, диаграммами электрического соединения, подробными инструкциями и анализом проектирования программ, чтобы читатели могли лучше понять методы и методы программирования PMC.
2. ◆ Полные примеры и подробные объяснения: система CNC Fanuc имеет встроенный PMC, который систематически и всесторонне представляет технологию программирования PMC FANUC CNC из оборудования, инструкций, программирования и использования программного обеспечения для инструментов.Книга содержит большое количество примеров и примеров, включая подробное распределение адресов, диаграмму электрического соединения, список программ и комментарии, чтобы читатели могли лучше понять методы и методы программирования PMC.
◆ Ориентирован на приложение, с учетом фактической работы инженеров-электриков CNC PLC: сосредоточиться на внедрении аппаратной структуры и модулей ввода-вывода PMC FANUC, аппаратного соединения и распределения адреса, структуры программы и инструкций по программированию, а также использования программного обеспечения программного обеспечения FAPT-III.В сочетании с примерами инженерного приложения базовая конструкция приложений PMC, такая как подготовка работы системы CNC, ручная работа, автоматическая работа, увеличение, автоматический поиск программы, функции M/S/T/B, Windows PMC и т. Д., А также конструкция приложения Servo Axis PMC, такие как управление оси PMC, управление осью ввода/вывода и т. Д.
Глава D 1 Fanuc CNC System PMC Обзор 1
1. 1 PMC Concept 1
1. 1. 1 Композиция PMC 1
1. 1. 2 Структура программы PMC 1
1. 1. 3 PMC Программа работает 2
1,2 спецификации PMC 2
1. 2. 1 Fanuc - 0i - C/16i/18i/21i System System System PMC 2
1. 2. 2 Fanuc - 0i - D System System PMC System 2
1. 2. 3 Fanuc - 0i - F System System PMC 3
1. 2. 4 Fanuc - 30i - B CNC System System PMC Технические характеристики 4
1. 3 Адрес сигнала PMC 5
1. 3. 1. G Адрес и F -адрес 6
1. 3. 2. X и y адреса 7
1. 3. 3 Внутренний адрес реле R 7
1. 3. 4 Системный реле.
1. 3. 5 Дополнительный адрес реле E 8
1. 3. 6 Адрес отображения информации A 8
1. 3. 7 Адрес таймера T 9
1. 3. 8 Счетчик адрес C 9
1. 3. 9. Адрес ретрансляции памяти с отключением электроэнергии k 9
1. 3. 10 Адрес таблицы данных D 10
1. 3. 11 Multy Multy PMC Интерфейсные адреса M и N 10
1. 3. 12 Адрес подпрограммы p 10
1. 3. 13. Адрес метки L 10
1. 4 Multy Mulate PMC Функция 11
1. 4. 1 Multipate PMC Заказ о выполнении и время выполнения 11
1. 4. 2 Интерфейс между Multy PMC и CNC 12
1.5 Связь и связь между PMC и модулем ввода/вывода 12
1. 5. 1 Связь между PMC и модулем ввода/вывода 12
1.5.2 I/O.
LINK
я или I/O.
Ссылка подключения 14
1. 5. 3 Схема интерфейса ввода/вывода 15
1. 6 Параметры PMC 16
1. 6. 1. Метод ввода параметра PMC 16
1. 6. 2 Установка времени таймера 17
1. 6. 3 Установка значения счетчика 17
1. 6. 4. Настройки технического реле 18
1. 6. 5 Настройки таблицы данных 18
Глава D 2 Fanuc CNC System PMC Обычно используемые модули ввода/вывода 20
2. 1. Модуль ввода/вывода с разделением пластины 21
2.1.1 Технические характеристики модуля ввода/вывода разделения пластины 21 21
2. 1. 2. Распределение адреса Адреса ввода/вывода диска.
2. 1. 3 Соединение модуля ввода/вывода диска сплиттера 24
2. 2 Модули ввода/вывода для рабочих панелей и модулей ввода -вывода для электрических шкафов 27
2. 2. 1 Спецификации модуля ввода/вывода 27
2. 2. 2 Распределение адреса ввода/вывода 28
2. 2. 3 Подключение модулей ввода/вывода 28
2. 3 I/O.
Ссылка подключения 30
2. 3. 1 ввод/вывод
Спецификации подключения к соединению 30
2.3.2 I/O.
Ссылка подключено к адресу адреса 31
2. 3. 3 в/O -вывод
Ссылка подключения 31
2. 4 Стандартная панель операции машины 32
2.4.1 Стандартные спецификации рабочей панели 32
2. 4. 2. Стандартный инструмент инструмент рабочей панели. Распределение адреса адреса 35
2. 4. 3 Подключение стандартной панели управления машины 36
2.5 ввода/вывод для электрических шкафов 40
2.5.1 Технические характеристики единиц ввода/вывода для электрических шкафов 40
2. 5. 2. Распределение адреса адреса ввода/вывода для электрических шкафов 40
2. 5. 3 Подключение единиц ввода/вывода для электрических шкафов 40
2. 6&бета; I серии ввода/вывода
Ссылка Servo усилитель 43
2. 6. 1&бета; I серии ввода/вывода
Ссылка Servo усилителя спецификации 43
2 6 2&бета; I серии ввода/вывода
Ссылка Servo усилитель соединение 44
2. 6. 3 I/O
Сигнал интерфейса контроля оси ссылки 46
2. 6. 4 Управление периферическим оборудованием 58
2. 6. 5 Прямое управление командой 59
2. 6. 6 Управление подачей корма 61
2. 7 I/O.
Model - A 63
2. 7. 1 ввод/вывод
Модель - соединение z -тела 63
2. 7. 2 Цифровой вход/модуль вывода 65
2. 7. 3 Аналоговый вход/выходной модуль 66
2. 7. 4 Входной модуль температуры 68
2.7.5 Модуль 70 высокоскоростных счетов 70
2.8 Блок ввода/вывода безопасности 74
2.8.1 Спецификации устройства ввода/вывода безопасности 74
2.8.2. Распределение адреса Адреса ввода/вывода безопасности 75
2. 8. 3 Подключение безопасных единиц ввода/вывода 75
Глава D 3 PMC Инструкции по программе 77
3. 1 PMC Основные инструкции 77
3.1.1 Основные инструкции 77
3.1.2 Расширенные базовые инструкции 81
3. 1. 3 Общая логика PMC 84
3.2 команда таймера 85
3.2.1 Инструкция по таймеру переменной TMR 85
3. 2. 2 Инструкция с фиксированной таймером TMRB 86
3. 3 Счетчик инструкции 87
3.3.1
3. 3. 2 Фиксированная инструкция по счетчику CTRB 89
3.4 Инструкция по передаче данных 90
3. 4. 1
3.4.2 Логическая или пост-дата-трансмиссионное движение 91
3. 4. 3 Команда передачи данных MOVB/MOVW/MOVD/MOVN 92
3. 4. 4 Команда данных настройки данных setb/setw/setd 92
3. 4. 5 Команда настройки данных с несколькими диапазонами SETNB/SETNW/SETND 93
3. 4. 6 Инструкции по обмену данными xchgb/xchgw/xchgd 94
3.4.7 Двойные данные высокий и низкий байт инструкции Swapw 94
3. 4. 8. Данные данные с двойным словом высокой и низкой инструкции по обмену словами Swapd 95
3. 4. 9 Инструкции по поиску данных BCD DSCH 95
3. 4. 10 Инструкции по поиску бинарных данных DSCHB 96
3. 4. 11 Индексированная инструкция по передаче данных BCD XMOV 96
3. 4. 12 Индексированная индексированная инструкция по передаче данных XMOVB 97
3.4.13-битная команда передачи Movbt 98
3.5 Инструкции по сравнению 99
3.5.1 BCD Команда сравнения данных COMP 100 COMP 100
3.5.2 БЦД
3.5.3 Инструкция по сравнению двоичных данных Compb 100
3. 5. 4 Двоирные данные равны инструкции сравнения EQB/EQW/EQD 101
3. 5. 5 Двоирные данные не равны инструкции сравнения NEB/NEW/NED 101
3. 5. 6. Двоирные данные больше, чем инструкция сравнения GTB/GTW/GTD 102
3. 5. 7. Двоирные данные меньше, чем инструкция сравнения LTB/LTW/LTD 102
3.5.8. Бинарные данные больше или равны инструкции по сравнению GEB/GEW/GED 103
3.5.9. Бинарные данные меньше или равны инструкции сравнения LEB/LEW/LED 103
3. 5. 10 Инструкция по сравнению с диапазоном бинарных данных RNGB/RNGW/RNGD 104
3. 6-битная операция команда 105
3.6.1 Инструкция по обнаружению края
3.6.2
3. 6. 3 Эксклюзив или инструкция EOR 106
3. 6. 4 Логика и инструкции и 107
3. 6. 5 Логика или инструкция или 107
3. 6. 6 Логическая неисстроенная DT 107
3.6.7 Инструкция по проверке паритета PARI 108
3. 6. 8 Shift Command SFT 108
3.7 Инструкция по преобразованию кода 109
3.7.1 Инструкция по преобразованию кода COD 110
3.7.2 Инструкция по преобразованию двоичного кода Codb 111
3.7.3 Инструкция по преобразованию данных DCNV 112
3.7.4
3.7.5 Инструкция об декодировании декабря 113
3. 7. 6 Инструкция бинарного декодирования декабря 113
3.8 Инструкции по эксплуатации 114
3.8.1 Инструкция по определению постоянного определения BCD Число 115
3.8.2 Инструкция по работе с добавлением BCD Добавить 115
3.8.3
3. 8. 4
3.8.5 Инструкция по эксплуатации деления BCD Div 116
3.8.6 Инструкция по определению двоичной постоянной
3.8.7
3.8.8 Инструкция по обращению двойной вычитания подпрограмма 117
3.8.9 Двуичная операция по разведке инструкция Mulb 118
3.8.10
3. 9 Инструкции по функции ЧПУ 118
3.9.1 Информационная инструкция Dispb 118 Dispb 118
3. 9. 2 Входные данные Exin 120
3. 9. 3. Прочитайте инструкции по данным окна ЧПУ Windr 121
3. 9. 4. Написание инструкций по данным окна ЧПУ WindW 124
3.9.5 PMC Control Commange Axctl 124
3. 9. 6 Команда сигнала положения PSGN2/PSGNL 125
3. 10 Инструкции по контролю программы 126
3. 10. 1 Команда управления публичной строкой com/come 127
3. 10. 2 Команда Jump JMP/JMPE 128
3. 10. 3. Оценка маркировки Jumpb/Jmpc 128
3. 10. 4. Инструкция по маркировке LBL 129
3. 10. 5 Условные подпрограммы
3. 10. 6 Безусловно вызывая подпрограмму инструкцию Callu 130
3. 10. 7 Подпрограмма команда SP/SPE 130
3. 10. 8 Конец программы End Инструкция End1/End2/End3/End 130
3. 10. 9 Инструкции по вызову событий CS/CM/CE 130
3. 11 Команда управления вращением 131
3. 11. 1 Команда управления вращением гниль 131
3. 11. 2 Инструкция управления бинарным вращением ROTB 132
3. 12 Функциональный блок FB 132
3. 12. 1 Функциональный блок FB Обзор 132
3. 12. 2 Функциональный блок FB Определение 134
3. 12. 3 Функциональный блок FB Call 137
3. 12. 4 Функциональный блок FB Пример 139
Глава D 4 Fanuc CNC System PMC Программирование 143
4. 1 Установка адреса ввода/вывода 143
4.1.1 I/O.
Настройка адреса ссылки 143
4.1.2 I/O.
LINK
Я адресован настройку 149
4. 1. 3. Назначение с фиксированным адресом 153
4. 2 Операция подготовка 153
4. 2. 1 Аварийная остановка и сброс 153
4. 2. 2 CNC J 154
4. 2. 3 Березативен 155
4. 2. 4. сверхурочно 156
4. 2. 5. Выбор метода 156
4. 3 Ручная операция 163
4. 3. 1 канал для бега/ручной ноль 163
4. 3. 2 Корм для маховика 166
4. 4 Автоматическая операция 167
4. 4. 1 Цикл Старт/Пытайте паузу 167
4. 4. 2 Программный тест 169
4. 5. Дизайн мультипликации 172
4. 5. 1 Конструкция увеличения пробежки 172
4.5.2 Дизайн быстрого увеличения сдвига 174
4.5.3 Конструкция увеличения маховика 175
4.5.4 Дизайн коэффициента кормления 176
4.5.5 дизайн увеличения шпинделя 177
4. 6 Программа автоматически вызывает 179
4. 6. 1 Внешний номер заготовки Поиск 179
4. 6. 2 Внешний номер программы Поиск 180
4. 7 M Функциональный дизайн 183
4. 7. 1 Общий M -функциональный дизайн 183
4.7.2 Multi-M Function Design для того же сегмента программы 186
4.7.3 Высокоскоростной интерфейс M Функциональный дизайн 190
4. 8 S Функциональный дизайн 192
4.8.1 Аналоговый контроль скорости шпинделя 192
4.8.2. Управление скоростью серийного шпинделя 208
4. 8. 3 Управление ориентацией шпинделя 214
4.8.4 Управление постукиванием жесткого резьбы веретенов 217
4. 8. 5. Цилиндровый болт Потягивание и захват контроля скорости веревочного шпинделя сервопривода 221
4. 8. 6. Синхронное управление потяжкой шпинделя грузовика -грузовика с двойным шпиндером коленчатого вала 227
4.8.7 Синхронный контроль шпинделя с двумя сервоприводом коленчатого вала 235
4. 9 т Функциональный дизайн 250
4.9.1 Токарный станок 4 Рабочая станция электрического инструмента Владелец инструмента Управление изменением инструмента 250
4.9.2.
4.9.3. Управление сменой обработки обработки в центре шляпного журнала в стиле шляпы 263
4.9.4 Управление изменением инструмента диска в обработке 280
4. 10 B Функциональный дизайн 299
4. 10. 1 Процесс индексации индексирующей оси ЧПУ 299
4. 10. 2. Конструкция функции индексации на основе индексирующей оси ЧПУ 301
4. 11 PMC Control 305
4. 11. 1 PMC Функция управления осью 305
4. 11. 2 Основные применения управления осью PMC 311
4. 11. 3 S Функциональная конструкция на основе оси PMC 318
4. 11. 4. T Функциональная конструкция на основе оси PMC 329
4. 12 PMC Function Function Приложение 349
4. 12. 1 Операция починки оси 349
4. 12. 2 Макроэнергии операции написания 351
4. 13 I/O.
Управление осью ссылки 353
4. 13. 1 ввод/вывод
Основные применения управления осью канала 353
4. 13. 2 Механизм коленчатого вала ввода/вывода
Управление осью ссылки 358
Глава D 5 FAPT
Лестница - ⅲ программное обеспечение для программирования 370
5. 1 FAPT
Лестница - ⅲ Базовая операция 370
5. 1. 1 FAPT
Лестница - начало и конец ⅲ 370
5. 1. 2 FAPT
Лестница - ⅲ окно и функции 371
5. 2 Создание и редактирование программ PMC 371
5. 2. 1 Создайте новую программу 371
5. 2. 2 Откройте созданную программу 372
5. 2. 3 Редактировать заголовок 373
5. 2. 4 Редактировать символы и комментарии 373
5. 2. 5 Редактировать информацию 374
5. 2. 6 Редактировать адрес модуля ввода/вывода 374
5. 2. 7 Изменить параметры системы 375
5. 2. 8 Редактировать диаграмму лестницы 375
5. 2. 9 Сохраните программу 376
5. 2. 10 Импорт программы 377
5. 2. 11 Экспортная программа 378
5. 3 Компиляция и декомпиляция программ PMC 378
5. 3. 1 Комплекция программы PMC 378
5. 3. 2 Декомпиляция программы PMC 379
5. 3. 3 Шифрование программы PMC 379
5. 4 Ввод и вывод программы PMC 380
5. 4. 1 Создание связи между ПК и NC 380
5. 4. 2 Загрузить программу PMC с ПК 383
5. 4. 3 Скачать программу PMC в NC 385
5. 4. 4 Напишите программу PMC в F-ROM 386
5. 5 Операция и остановка программы PMC 387
5. 5. 1 Запустите программу PMC 387
5. 5. 2 Остановить программу PMC 387
5. 6. Отладка программы PMC 387
5. 6. 1 онлайн -мониторинг программы PMC 387
5. 6. 2 Мониторинг состояния сигнала 388
5. 6. 3 Параметры PMC 389
Приложение 391
Приложение A Список сигналов в порядке функции (0i - f) 391
Приложение B Список сигналов в адресном порядке (0i - f) 413
Ссылки 433
Луо Мин, вице-декан, старший инженер/профессор на уровне исследователей, Школа электрической и информационной инженерии, Университет автомобильной промышленности Хубей. Он последовательно работал в Институте применения второй автомобильной электронной технологии, Института дизайна автомобильного оборудования Dongfeng, Dongfeng Automobile Company Craft Essurance Institute, Dongfeng Automobile Co., Ltd.Commercial Vehicle R & D Center и Hubei Automobile College. В настоящее время он является вице -президентом Школы электрической и информационной инженерии и исполнительного директора Ассоциации автоматизации Hubei.Он выиграл почетные титулы Dongfeng Motor Company Young Expert в 1995 и 1997 годах, Dongfeng Motor Company Expert в 1999 году и Dongfeng Motor Company Young Talent в 2000 году.Он долго занимался теориями и исследованиями применения в технологии CNC, технологии управления механическим автоматизацией и другими аспектами.