Графическая фрезерная машина программирование с ЧПУ Фанки Файя Сименс Siemens Siemens CNC Системная машина Учебное пособие





Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара




- Информация о товаре
- Фотографии


|





|





|




| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








| Графический фрезерный центр с ЧПУ/обработкой обработки и программирование от новичка до мастера | ||
 | Ценообразование | 79.80 |
| Издатель | Химическая промышленность пресса | |
| Издание | 1 | |
| Опубликованная дата | Сентябрь 2019 года | |
| формат | 16 | |
| автор | Чжай Ритобо  | |
| Украсить | квартира | |
| Количество страниц | 325 | |
| Число слов | 606000 | |
| Кодирование ISBN | 9787122340030 | |

Эта книга должна быть написана в соответствии с программированием и эксплуатацией мельницы/обработки CNC.Книга разделена на 7 глав, в том числе Фонд фонда мельницы/обработчика Фонда с ЧПУ, Фондом программирования для мельницы/Центра обработки с ЧПУ, инструкции по программированию (система FANUC), инструкция по программированию фрезерного производства с ЧПУ (Siemens System), ЧПУ типичные приложения для программирования на лице для фрезерных машин/центров обработки, фрезерные машины с ЧПУ/Центр обработки типичная обработка деталей, Метородная машина с ЧПУ/Операция станка Центра обработки.Эта книга принимает форму графики, а содержание постепенно.Эта книга может быть использована в качестве формулирования технологии обработки ЧПУ, подготовки фрезерных машин с ЧПУ, самостоятельного изучения и улучшения навыков для операторов, а также может использоваться в качестве учебников и справочников для приложений с ЧПУ.
Глава D1 Фонд обработки с ЧПУ/Центр обработки.
1.1 Обзор фрезерной машины/обработки Центра.
1.1.1 Обзор фрезерной машины с ЧПУ 1
1.1.1.1 Классификация фрезерной машины с ЧПУ 1
1.1.1.2 Функции фрезерного машины 2 CNC 2
1.1.1.3 Стоимость с ЧПУ. Основная обработка объекта 3
1.1.2 Обзор обработки Центра 4
1.1.2.1 Классификация обрабатывающего центра 4
1.1.2.2 Особенности обработчивого центра 5
1.1.2.3 Обработчик утренний объект 5
1.2 Инструмент с ЧПУ фрезерным/обработчивым центром и вспомогательное оборудование 8
1.2.1 Смешанка с ЧПУ/Центр обработки 8
1.2.2 Работники с ЧПУ и ЧПУ Solitarium 9
1.2.3 Обычно используемые инструменты 9
1.3 Инструментальная система с ЧПУ/Центр обработки системы 11
1.3.1 Требования и характеристики ножей с ЧПУ 11
1.3.2 Материал инструмента ЧПУ 12
1.3.3 Нож с ЧПУ 14
1.3.3.1 CNC Melling Cutter 14
1.3.3.2 Ножи обработки шеста 16
1.3.4 Меняница с ЧПУ/Центр обработки. Система ножей 18
1.3.
1.3.6 Solidarium Automatic Exchange Device (APC) 21
1.4 Выбор метода фрезерования 22
1.4.1 Суждение Шун Метки и Бингтилл 22
1.4.1.1 Покупки, переворот измельчение 22 во время еженедельного фрезерования 22
1.4.1.2 Плавное фрезерование и обратное фрезерование в конце лица 22
1.4.2 Выбор инструмента 23
1.4.3 Определение ножа и ножа ножом и ножом
1.4.4.
1.4.5 узкий и полость фрезерования 25
1.4.5.1 Открытая и закрытая граница 25
1.4.5.2. Узкий резервуар 26
1.4.5.3 Прямоугольная полость 27
1.4.5.4 Круглая полость 27
Глава D2 Основы программирования с ЧПУ фрезеровая машина/Центр обработки
2.1 Местрецкая машина с ЧПУ/Координационной системой Центра обработки 29
2.1.1 Система координат стажных инструментов ЧПУ 29
2.1.2.
2.2 Общие шаги программирования 31
2.2.1 Метод программирования машинного инструмента CNC 31 31
2.2.2 Общие шаги ручного программирования 32
2.3 Основная концепция программирования 32
2.3.1 Код программы 32
2.3.2 Структура программы (в качестве примера возьмите систему Fanuc) 33
2.3.3 Правила программирования 34
D3 Инструкция по программированию (система Fanuc)
3.1FANUC SYSTEM Инструкции по программированию 37
3.1.1 Общие инструкции 37
3.1.1.1 Определение системы координат 37
3.1.1.2 Инструкции по публичным и британским подразделениям G21 и G2038
3.1.1.3JD Инструкция по координате значения G90 и увеличение координата значения G9138
3.1.1.4 Инструкции по выбору плоскости G17, G18, G1938
3.1.1.5 Скорость подачи F39
3.1.1.6 Скорость/направление вращения шпинделя S39
3.1.1.7 Инструкция по быстрой позиционированию G0039
3.1.1.8 Прямой инструкции по интерполяции G0140
3.1.1.9 Инструкции по интерполяции дуги G02, G0341
3.1.1.10 Любое Chag Up C и угловой дуговой переход R 44
3.1.1.11 Автоматическая ссылочная точка инструкции G2844
3.1.1.12 Плата в инструкциях G0444
3.1.1.13 Вспомогательная функция (M -функция) 45
3.1.2 Инструкции по направлению T45
3.1.3 Компенсация ножа 45
3.1.3.1 DRIAMAL CEMPORATATION 45
3.1.3.2 Компенсация длины ножа 49
3.1.4 Цикл Инструкция 52
3.1.4.1 Инструкция по цирлированию. 53
3.1.4.2 Полюсная петля 54
3.1.4.3
3.1.4.4 Пример программирования фиксированного цикла 56
3.1.5J координаты 60
3.1.5.1J Инструкции по системе координат G15, G1660
3.1.5.2J Упражнение по координату. Упражнение 61
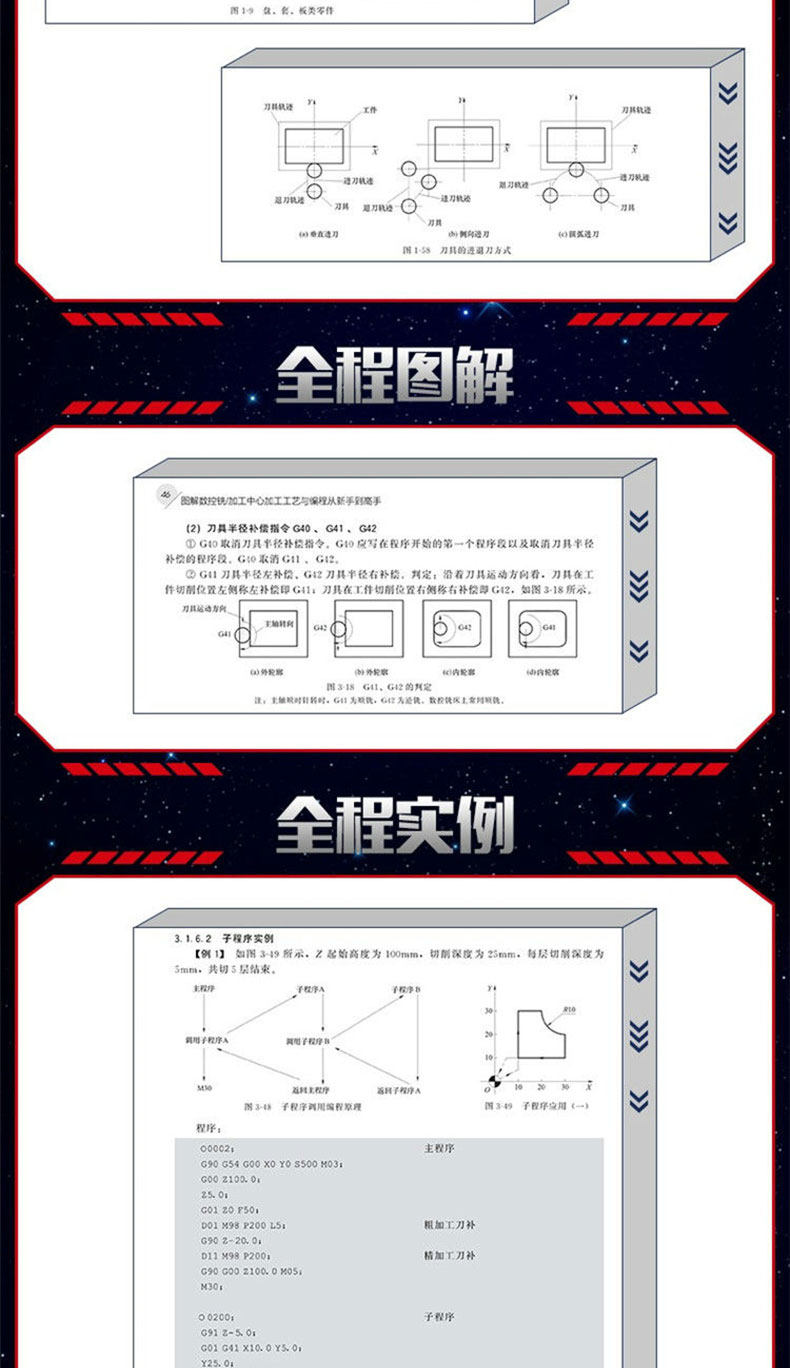
3.1.6 Подпрограмма 61
3.1.6.1 Вызов формата подпрограммы 61
3.1.6.2 Подпрограмма экземпляра 62
3.1.7 Координаты Инструкции по изменению 66
3.1.7.1 Функция замещения (G50, G51) 66
3.1.7.2 Программируемое изображение (G50.1, G51.1) 68
3.1.7.3 Функция вращения системы координат (G68, G69) 71
3.2 Макроскопия 76
3.2.1 Переменная 76
3.2.2 Вызов пользовательской макропрограммы 78
3.2.3 Инструкция по арифметической операции 79
3.2.4 Инструкция по управлению 80
3.2.5 Macro -Preface Radies (эллипс, сферический, тип, обработка отверстий) 81
D4 Инструкции по программированию (Siemens System)
4.1 Общие инструкции 109
4.1.1 Инструкции по выбору плоскости G17 ~ G19109
4.1.2jd координаты и относительные координат инструкции по определению G90 и G91109
4.1.3J Координаты, J Инструкции по определению точек G110, G111, G112109
4.1.4 Установите инструкцию по смещению с нулевой точкой G54 ~ G59/G500/G53/G153110
4.1.5 Программируемые ограничения рабочей зоны G25, G26, Walimon, Walimof111
4.1.6
4.1.7 Прямые инструкции по интерполяции G01112.
4.1.8 Инструкции по интерполяции дуги G02, G03113
4.1.9 Инструкции по интерполяции спиральной интерполяции G2/G3, Turn116
4.1.10 Факция контурного/перевернутого края и инвертированного круга Инструкция CHR/CHF и RND117
4.1.11 Инструкция по эталонному пункту G74118
4.1.12 Инструкция по парадации G04 118
4.1.13 Скорость подачи F119
4.1.14 Скорость/направление вращения подразделения S119
4.2 Компенсация инструмента 120
4.2.1 Инструкции по выбору T120
4.2.2 Номер компенсации инструмента D120
4.2.3G41/G42/G40 Функция компенсации ножа 121
4.3 Вспомогательная функция M124
4.4 Фиксированный цикл 124
4.4.1 Цикл бурения 124
4.4.2 Цикл стиля бурения 134
4.4.3 Петля измельчения 136
4.5 Подпрограмма 138
4.5.1 Формат подпрограммы 138
4.5.2 Подпрограмма экземпляра 139
4.6 Координаты Инструкции по изменению 141
4.6.1 Программируемое с нулевое смещение
4.6.2 Программируемое инструкция по вращению Рот, AROT142
4.6.3 Программируемое пропорциональное масштаб масштабирования и Ascale142
4.6.4 Программируемые зеркальные инструкции зеркало, Amirror143
4.6.5 Пример обработки 144
4.7 Программирование параметров 149
4.7.1r Параметр 149
4.7.2 Прыжки программы 150
4.7.3 Упражнения по программированию параметров 151
Глава D5 МЕЗИТЕЛЬ/Перерабатывающая машина с ЧПУ типичное применение программирования лица
5.1 Переработка плоскости 163
5.1.1 Прямоугольная плоскостная обработка 163
5.1.2 Круглая плоскость обработка 165
5.2 Контурная обработка 167
5.2.1 Обработка преобразования 167
5.2.2.
5.3 Обработка лица 210
ГЛАВА D6 МЕЗИНГОВЫЕ ПЕЧАТИ/ЦЕНТР ПЕРЕДАЧИ
[Пример 1] ~ [Пример 18]
ГЛАВА D7 MEARING MACHINE/RECOMPING CENTER
7.1FANUC SYSTEM RECOMENTION TOURY 302
7.1.1 Метод работы станка 302
7.1.1.1 Панель управления 302
7.1.1.2 Метод ручной работы 304
7.1.1.3MDI Метод (метод ввода ручного ввода данных) 305
7.1.1.4 Метод редактирования 306
7.1.1.5 Автоматический путь 307
7.1.2 Получение и ввод данных нулевого смещения 308
7.1.2.1 Пара ножа 308
7.1.2.2 Обычно используемый инструмент ножа 309
7.1.2.3 Данные получают 310
7.1.2.4 Входные части параметров нулевого смещения (G54 ~ G59) Значение 311
7.1.3 Вход и вход 312 параметров компенсации инструментов
7.1.3.1 Пара инструмента ножа 312
7.1.3.2 Установить параметры компенсации инструмента 312
7.2siemens Системный станок 313
7.2.1 Операция станка 313
7.2.1.1 Операционная панель 313
7.2.1.2 Панель управления системой 314
7.2.1.
7.2.1.4 Метод ручной работы 316
7.2.1.5MDA (Ручной ввод данных) Метод работы 316
7.2.1.6 Метод редактирования (обработка программы CNC) 317
7.2.1.7 Метод автоматической обработки 319
7.2.2. Ввод и вывод и траектория просмотра программы 320
7.2.2.1 Просмотр трека 320
7.2.2.2 Импорт программы, экспорт 321
7.2.3 Настройки параметра 321
7.2.3.1 Настройки параметров нулевого смещения 321
7.2.3.2 Настройки параметров инструмента 322
Рекомендации