U -diamond быстрая буровая буровая бурение U Diamond Blade Blade Head Head Nefse Athestone Wcmt Внутренний холодный бриллиант 2d3d4d

Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара
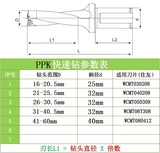
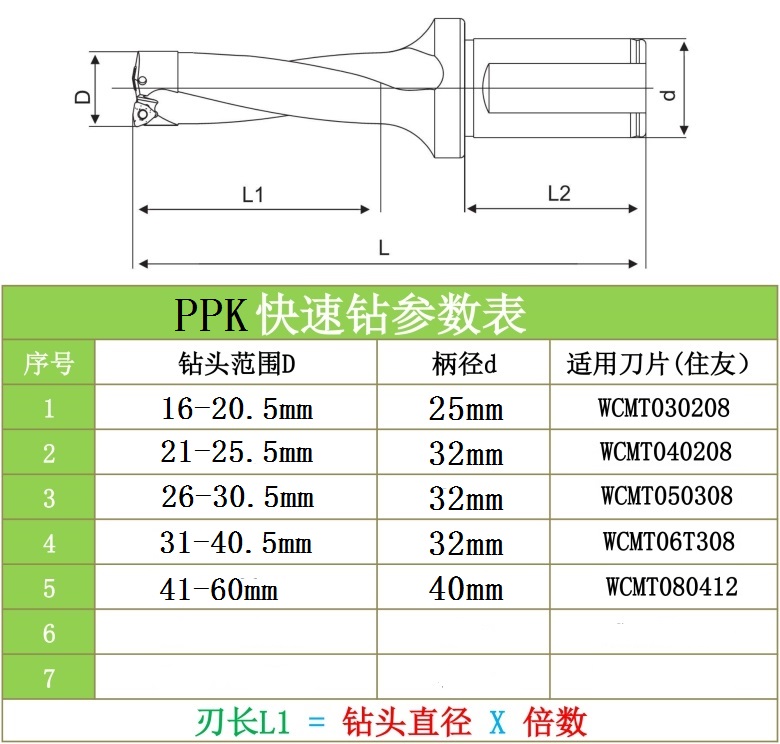
- Диаметр лезвия 36-40 (в 3 раза превышает длину лезвия)
- 31-35 диаметр лезвия (в 3 раза превышает длину лезвия)
- 46-50 диаметр лезвия (в 3 раза превышает длину лезвия)
- 51-54 диаметр лезвия (в 3 раза превышает длину лезвия)
- 35,5-40 диаметр лезвия (в 4 раза превышает длину лезвия)
- 51-54 лезвие (в 4 раза превышает длину лезвия)
- Диаметр лезвия 36-40 (в 2 раза превышает длину лезвия)
- Диаметр лезвия 55-60 (в 3 раза превышает длину лезвия)
- 46-50 диаметр лезвия (в 2 раза превышает длину лезвия)
- 20,5-25 диаметр лезвия (в 2 раза превышает длину лезвия)
- 31-35 диаметр лезвия (в 2 раза превышает длину лезвия)
- 25,5-30 Диаметр лезвия (в 3 раза превышает длину лезвия)
- 41-45 диаметр лезвия (в 3 раза превышает длину лезвия)
- 20,5-25 диаметр лезвия (в 4 раза превышает длину лезвия)
- 41-45 диаметр лезвия (в 2 раза превышает длину лезвия)
- 25,5-30 Диаметр лезвия (в 2 раза превышает длину лезвия)
- 14-20 диаметр лезвия (в 3 раза превышает длину лезвия)
- 14-20 диаметр лезвия (в 2 раза превышает длину лезвия)
- 20,5-25 диаметр лезвия (в 3 раза превышает длину лезвия)
- 46-50 диаметр лезвия (в 4 раза превышает длину лезвия)
- 14-20 диаметр лезвия (в 4 раза превышает длину лезвия)
- 25,5-30 Диаметр лезвия (в 4 раза превышает длину лезвия)
- 30,5-35 диаметр лезвия (в 4 раза превышает длину лезвия)
- 40,5-45 диаметр лезвия (в 4 раза превышает длину лезвия)




| Цвет: | Диаметр лезвия 36-40 (в 3 раза превышает длину лезвия), 51-54 диаметр лезвия (в 3 раза превышает длину лезвия), 46-50 диаметр лезвия (в 3 раза превышает длину лезвия), 31-35 диаметр лезвия (в 3 раза превышает длину лезвия), Диаметр лезвия 55-60 (в 3 раза превышает длину лезвия), Диаметр лезвия 36-40 (в 2 раза превышает длину лезвия), 51-54 лезвие (в 4 раза превышает длину лезвия), 31-35 диаметр лезвия (в 2 раза превышает длину лезвия), 46-50 диаметр лезвия (в 2 раза превышает длину лезвия), 25,5-30 Диаметр лезвия (в 2 раза превышает длину лезвия), 41-45 диаметр лезвия (в 2 раза превышает длину лезвия), 41-45 диаметр лезвия (в 3 раза превышает длину лезвия), 46-50 диаметр лезвия (в 4 раза превышает длину лезвия), 25,5-30 Диаметр лезвия (в 3 раза превышает длину лезвия), 20,5-25 диаметр лезвия (в 2 раза превышает длину лезвия), 20,5-25 диаметр лезвия (в 3 раза превышает длину лезвия), 14-20 диаметр лезвия (в 2 раза превышает длину лезвия), 14-20 диаметр лезвия (в 3 раза превышает длину лезвия), 30,5-35 диаметр лезвия (в 4 раза превышает длину лезвия), 40,5-45 диаметр лезвия (в 4 раза превышает длину лезвия), 14-20 диаметр лезвия (в 4 раза превышает длину лезвия), 25,5-30 Диаметр лезвия (в 4 раза превышает длину лезвия), 35,5-40 диаметр лезвия (в 4 раза превышает длину лезвия), 20,5-25 диаметр лезвия (в 4 раза превышает длину лезвия) |

При использовании постарайтесь выйти из воды в центре высокого давления, что может увеличить срок службы лезвия и крошек
При нанесении турниров с ЧПУ центральная точка реквизита параллельна центральной точке механического веретена
Сверление тренировки:
钻头的钻入是钻削成功的重要因素。Одним из способов обеспечения хорошего качества отверстий является обеспечение того, чтобы заготовка перпендикулярна центральной оси поверхности и центральной оси тренировки.Кроме того, неглубокие отверстия транспозиции также могут быть отрегулированы в поверхность путем регулировки выпуклых, вогнутых, наклонных и нерегулярных упражнений.
Общие меры предосторожности:
①Настоятельно рекомендуется использовать холодный метод внутренней резки центра высокого давления. Внутренняя холодная резка может максимизировать эффективность резки упражнения, эффективно избежать накопления перхоти, повреждения лезвия и внутренней поверхности одной обработки однора
②Бурение по методу внешнего холода, не превышайте 1,5D в глубине бурения; Когда бурение глубоко, рекомендуется использовать метод бурения для обработки
③Лучший эффект бурения заключается в следующем:
Над Тестирование ручки ножа сталь
⑵ Попробуйте уменьшить отклонение ножа и оси шпинделя
削 Принять рекомендуемые методы резки
④Глубокий2D/3DМеньшая охлаждающая жидкость4 кг/c㎡, Бурение глубоко4DДавление охлаждающей жидкости является наименьшимВыше 5 кг/c㎡
⑤Обработка поров обработки, обычно глубина бурения2D/3DВремя0/+0.25;4DВремя0/0.40Однако случайные инструменты и условия обработки будут изменяться по -разному
⑥Избегайте превышения6°Наклонная поверхность, вогнутая поверхность и неравномерное неплатаольное бурение. Это легко светить в тренировку, чтобы отклониться от центра или сделать коллапс укуса сверла.1/3Сущность
⑦Если на деталях уже есть предварительно продуманное отверстие, поры отверстия не должны превышать размер готового продукта1/4В противном случае это приведет к предвзятую тренировку.
⑧При бурении с проникающими отверстиями, когда пластины, наложенные на многослойные пластины, должны быть уменьшены до рекомендуемого значения1/3о
Меры предосторожности для токарных станков (не вращающиеся в тренировке)
①Убедитесь, что ось ножа и концентрика шпинделя меньше, чем0.03mmПри необходимости вам необходимо исправить надлежащую коррекцию
②Установка буровой головки должна сделать поверхность окружающего лезвия параллельной на машинном инструментеXНаправление движения вала и окружающие лезвия установлены на внешней стороне башни лезвия
③Убедитесь, что приведенные выше условия выполняются вдоль машинного инструментаX -осьПереместить направление оси ножа, чтобы получить различный диаметр бурения
④Если допустимость обработки не соответствует требованиям, пожалуйста, проверьте и отрегулируйте параметры резки должным образом в соответствии с вышеуказанными элементами для улучшения условий охлаждения
⑤Примечание, если выCNCЕсли на токарном стасе столкнулась сбой, трудно обеспечить требования оси инструмента и основной оси.
ПРЕДУПРЕЖДЕНИЕ: При бурении через заготовку диски будут вылетать из нижней части заготовки внизу заготовки. Должны быть приняты соответствующие меры защиты для обеспечения личной безопасности.
Метод расчета параметров, связанных с обработкой быстрого управления, выглядит следующим образом:
Скорость резки (VC):
Пример: скорость шпинделя1600rev/minДиаметр бурового битаΦ20mmСкорость резки:
VC = (20×3.14*1600)÷1000 = 100 (м/мин)
Скорость функции (VF):
Пример: скорость шпинделя1500rev/min, Каждая передача на сумму0.1mm/rev, Его скорость подачи:
VF=0.1×1500 = 150 (мм/мин)
Время обработки шеста (TC):
Пример: бурение диаметраΦ20mmГлубоко40mmОтверстие, скорость резки100m/min, Каждая передача на сумму0.1mm/rev, Ищите время бурения:
VC = (100×1000)÷(20*3.14)=1600(rev/min)
Tc=(40×1)÷(1600×0,1) = 0,25 (мин)
Скорость удаления металла (Q):
Пример: диаметрΦ20mmБурение, скорость обработки во время обработки160mm/rev, Его скорость удаления металла:
Q = (160×3.14×202)÷20×3.14) = 50,24 (см3/мин)
