Мостовый туннельный железный проволочный стальный железный кольцо сварки кольцо пневматической т -жидкой машины Полностью автоматическая сварка.





Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара
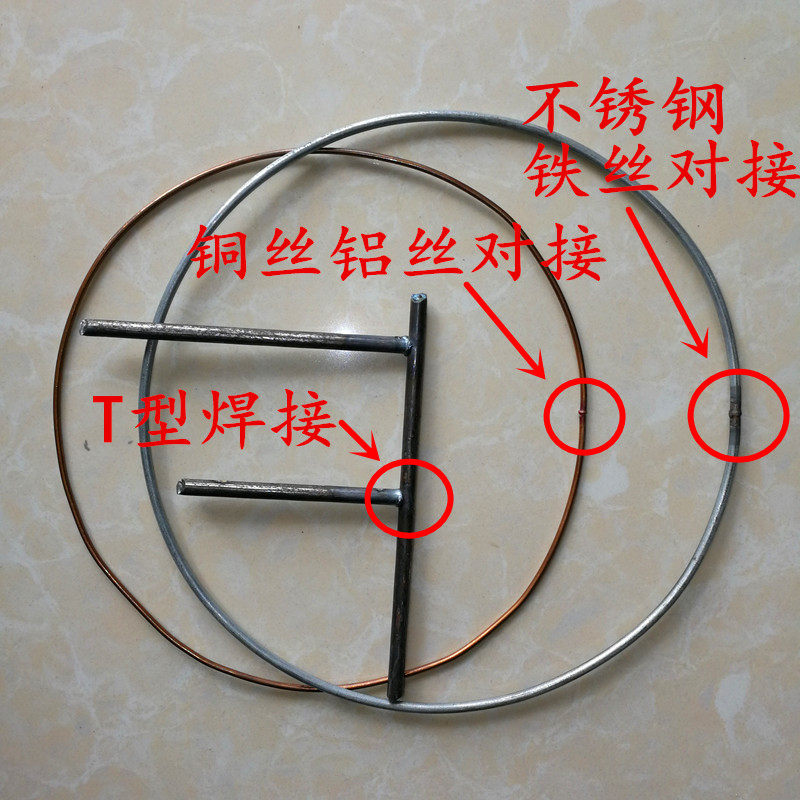
- Сварка Т 5-12 мм
- 1,8-5 ммт сварка
- 300 пары, 32mm
- 2-8 мм пневматическая сварочная машина UN-40
- 2-6 мм пневматическая сварочная машина UN-25
- DNT-75 Пневматическая сварка

- Сварка экономической пружины UN-16
- Динамический парильный пары из нержавеющей стали.
- Пневматическая сварочная машина UN-100
- Пневматическая стыковка до 200
- Пневматическая стыковка UNT-150 14-25 мм
- UNT-125 Пневматический 10-18 мм




| Цвет: | Сварка экономической пружины UN-16, 1,5-6 мм типа пружины UN-25 футов, 2-6 мм пневматическая сварочная машина UN-25, 2-8 мм пневматическая сварочная машина UN-40, Динамический парильный пары из нержавеющей стали., DNT-75 Пневматическая сварка, Пневматическая сварочная машина UN-100, 1,8-5 ммт сварка, Сварка Т 5-12 мм, UNT-125 Пневматический 10-18 мм, Пневматическая стыковка UNT-150 14-25 мм, Пневматическая стыковка до 200, 300 пары, 32mm |



![]()



[焊接工作视频请复制链接到优酷网观看][http://v.youku.com/v_show/id_XMjQ4MDIwNDg3Ng==.html]
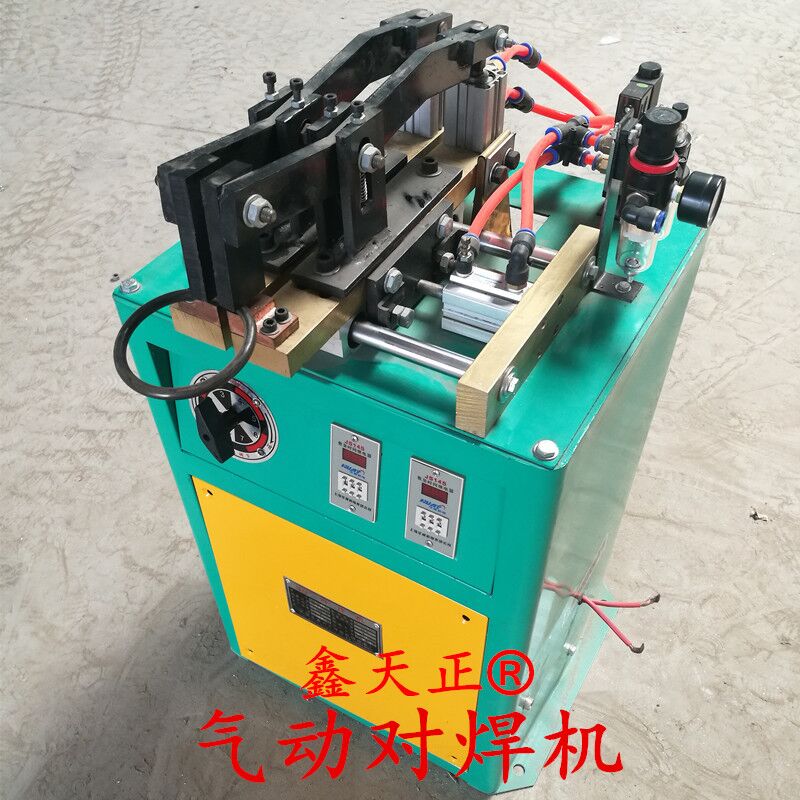
[由于机器型号不同体积不同运费不好计算,标价为出厂价格运费到付,本机操作简单、使用方便,一次脚踏能够电极分开、抬起,一次完成,工作效率高。适合铁丝焊接圆环因此俗称对圈机或者焊圈机。气动对焊机更快速更省力!]
[气动的和脚踏的区别就是气动的焊接速度更快,工人劳动强度低效率高,省工省时。]
[额定容量:脚踏16KVA ]&[nbsp; 气动为25KVA ] 40KVA&[nbsp;100kva初级电压:380V]
[ 焊接直径(低碳钢):2-6mm ] 2mm-6mm 2-8mm 8-22mm
[特别设计杠杆加压结构,脚踏轻顺,夹紧力大,工件不打滑,更适合高碳钢丝对接焊。]
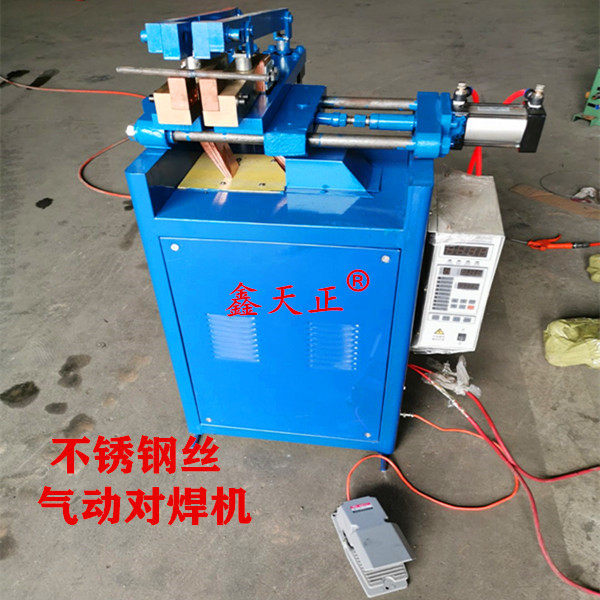
[脚踏手动对焊机广泛用于建筑,焊圈.焊框等产品,机械,五金拉丝厂,水泥预制厂,丝网制品厂等金属制品行业。可对低碳钢,不锈钢等有色金属的圆扁丝,圆钢,螺纹钢进行焊接。]
[ 机内并设有通电时间控制,使工件焊接达到一致与可靠性。 踏下脚踏板可同时打开夹紧钳口和横向运动,操作方便容易。焊接电流能自动定时关断。焊接电流可方便调整大小。焊接变压器不点焊时不通电,节约电源。]
[ 用途与特点:1.本焊机额定容量大,空载电流小。2:结构特点(1)本焊机的加紧机构采用杠杆系统,加紧工件稳定,确保焊接质量。(2)动夹具采用滑道式,电极运动平衡,对位准确。(3)加紧,顶锻,焊接一步完成,减轻劳动强度,大大提高劳动强度,大大提高了生产效率。3.电路特点:(1)采用时间继电器进行时间控制,时间控制精确,稳定。(2)主开关电路使用交流接触器进行控制,使之焊接性能稳定可靠且便于维修。]
[结构概述] [本系列][对焊机][结构主要由变压器、固定电极座、移动电极座]([即钳口)、焊接送料机构(加压机构)及控制系统等组成。] [焊接机构部分包括固定电极和移动电极两部分],[移动电极在两个导轴上,依靠操纵手柄的旋转而左右移动。] [钳口利用偏心扳手加压,使焊件夹紧于电极上,压力的大小可以旋转大手柄得到适当的调节。] [移动电极可完成焊接时所需要的熔化及挤压过程。主要包括进给手柄、调距螺钉、顶簧螺丝和弹簧等。] [旋转进给手柄可使移动电极在两极限位置中获得]15[毫米以上的工作行程,旋转调距螺钉可以改变两电极间的距离,调整顶簧螺丝可获得适当的顶锻压力。] [变压器为壳式,它由大按钮开关切断与接通电源,焊接时按焊件大小调整分头开关的档位来得到副线圈所需要的空载电压,左右电极分别通过多层铜皮软联与焊接变压器副线圈联接。] [使用方法] [焊接前按焊件之形状调整钳口距离,焊件夹紧于电极之上,并使两焊件中心线对正,调整钳口距离(一般焊件截面大伸出长度大,反之就小),焊接时将焊件端面加工,以保证良好接触,选好适当的电流档位,转动进给手柄使钳口得到大距离,然后将焊件夹紧于电极上,再将进给手柄放回原处,按下开关,电源接通,低压大电流就从焊件通过,使焊件瞬时熔化,在弹簧的作用下能自动送料加压,当焊件因塑性变形而缩短,达到规定的顶锻留量时,松开按扭,此时焊接完成。] |