Медная сварочная проволока, J50, 2.5мм, один метр в длину, J50





Цена: 231-273руб. (¥10.9)
Артикул: 557258877584
Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товараPHA+PHAgc3R5bGU9Im1hcmdpbjogMDtvdmVyZmxvdzogaGlkZGVuOyI+PGltZyBzcmM9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vaW1nZXh0cmEvaTQvVDJzNG1vWEg4WFhYWFhYWFhYLTM1MDQ3NTk5NS5wbmc/cD13ZF9yZWNvbW1lbmRfMTg2NjFfc3RhcnRfdG9wXzEiPjwvcD48dGFibGUgd2lkdGg9Ijc1MCIgY2VsbHBhZGRpbmc9IjAiIGNlbGxzcGFjaW5nPSIwIiBib3JkZXI9IjAiIGJnY29sb3I9IiNmZmZmZmYiIGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3aWR0aDogNzUwLjBweDttYXJnaW46IDAgYXV0bztsaW5lLWhlaWdodDogMS41O3RleHQtYWxpZ246IGxlZnQ7Y29sb3I6ICMwMDAwMDA7Zm9udC1zaXplOiAxMi4wcHg7d29yZC13cmFwOiBub3JtYWw7Ij48dHI+PHRkPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiPjx0cj48dGQgY29sc3Bhbj0iNyIgaGVpZ2h0PSIxMiI+PC90ZD48L3RyPjx0cj48dGQgd2lkdGg9IjEyIj48L3RkPjx0ZCB3aWR0aD0iMjM0Ij48dGFibGUgY2VsbHBhZGRpbmc9IjAiIGNlbGxzcGFjaW5nPSIwIiBib3JkZXI9IjAiIHdpZHRoPSIxMDAlIiBiZ2NvbG9yPSIjZjNmMmYyIj48dHI+PHRkIGJhY2tncm91bmQ9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vYmFvL3VwbG9hZGVkL2k0L1RCMWYyTnFScFhYWFhjNFhGWFhYWFhYWFhYWF8hITAtaXRlbV9waWMuanBnXzI1MHgyNTAuanBnIiBzdHlsZT0iYmFja2dyb3VuZC1yZXBlYXQ6IG5vLXJlcGVhdDtiYWNrZ3JvdW5kLXBvc2l0aW9uOiA1MC4wJSA1MC4wJTsiPjxhIGhyZWY9Imh0dHBzOi8vaXRlbS50YW9iYW8uY29tL2l0ZW0uaHRtP2lkPTU0ODg5MDYxMjk2NCZhbXA7c291cmNlPXdkJmFtcDthcHBJZD04ODk2IiB0YXJnZXQ9Il9ibGFuayIgc3R5bGU9ImhlaWdodDogMjUwLjBweDtkaXNwbGF5OiBibG9jazsiPiZhbXA7bmJzcDs8L2E+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48dGQgd2lkdGg9IjEyIj48L3RkPjx0ZCB3aWR0aD0iMjM0Ij48dGFibGUgY2VsbHBhZGRpbmc9IjAiIGNlbGxzcGFjaW5nPSIwIiBib3JkZXI9IjAiIHdpZHRoPSIxMDAlIiBiZ2NvbG9yPSIjZjNmMmYyIj48dHI+PHRkIGJhY2tncm91bmQ9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vYmFvL3VwbG9hZGVkL2kxLzMwNzAwNDQwNTMvTzFDTjAxMWZvSmlNaEhnVFFHT3lzXyEhMzA3MDA0NDA1My5qcGdfMjUweDI1MC5qcGciIHN0eWxlPSJiYWNrZ3JvdW5kLXJlcGVhdDogbm8tcmVwZWF0O2JhY2tncm91bmQtcG9zaXRpb246IDUwLjAlIDUwLjAlOyI+PGEgaHJlZj0iaHR0cHM6Ly9pdGVtLnRhb2Jhby5jb20vaXRlbS5odG0/aWQ9NTc3ODMwMjc3MDA0JmFtcDtzb3VyY2U9d2QmYW1wO2FwcElkPTg4OTYiIHRhcmdldD0iX2JsYW5rIiBzdHlsZT0iaGVpZ2h0OiAyNTAuMHB4O2Rpc3BsYXk6IGJsb2NrOyI+JmFtcDtuYnNwOzwvYT48L3RkPjwvdHI+PC90YWJsZT48L3RkPjx0ZCB3aWR0aD0iMTIiPjwvdGQ+PHRkIHdpZHRoPSIyMzQiPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiIGJnY29sb3I9IiNmM2YyZjIiPjx0cj48dGQgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9iYW8vdXBsb2FkZWQvaTEvMzA3MDA0NDA1My9PMUNOMDFXR0Z4cmMxZm9KbVFpakhXVF8hITMwNzAwNDQwNTMuanBnXzI1MHgyNTAuanBnIiBzdHlsZT0iYmFja2dyb3VuZC1yZXBlYXQ6IG5vLXJlcGVhdDtiYWNrZ3JvdW5kLXBvc2l0aW9uOiA1MC4wJSA1MC4wJTsiPjxhIGhyZWY9Imh0dHBzOi8vaXRlbS50YW9iYW8uY29tL2l0ZW0uaHRtP2lkPTU5NDA2OTgzODA2NiZhbXA7c291cmNlPXdkJmFtcDthcHBJZD04ODk2IiB0YXJnZXQ9Il9ibGFuayIgc3R5bGU9ImhlaWdodDogMjUwLjBweDtkaXNwbGF5OiBibG9jazsiPiZhbXA7bmJzcDs8L2E+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48dGQgd2lkdGg9IjEyIj48L3RkPjwvdHI+PHRyPjx0ZCBjb2xzcGFuPSI3IiBoZWlnaHQ9IjEyIj48L3RkPjwvdHI+PHRyPjx0ZCB3aWR0aD0iMTIiPjwvdGQ+PHRkIHdpZHRoPSIyMzQiPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiIGJnY29sb3I9IiNmM2YyZjIiPjx0cj48dGQgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9iYW8vdXBsb2FkZWQvaTEvMzA3MDA0NDA1My9UQjJmaENFbU9DOU11RmpTWkZvWFhiVXpGWGFfISEzMDcwMDQ0MDUzLmpwZ18yNTB4MjUwLmpwZyIgc3R5bGU9ImJhY2tncm91bmQtcmVwZWF0OiBuby1yZXBlYXQ7YmFja2dyb3VuZC1wb3NpdGlvbjogNTAuMCUgNTAuMCU7Ij48YSBocmVmPSJodHRwczovL2l0ZW0udGFvYmFvLmNvbS9pdGVtLmh0bT9pZD01OTE1MDIxOTAxNjgmYW1wO3NvdXJjZT13ZCZhbXA7YXBwSWQ9ODg5NiIgdGFyZ2V0PSJfYmxhbmsiIHN0eWxlPSJoZWlnaHQ6IDI1MC4wcHg7ZGlzcGxheTogYmxvY2s7Ij4mYW1wO25ic3A7PC9hPjwvdGQ+PC90cj48L3RhYmxlPjwvdGQ+PHRkIHdpZHRoPSIxMiI+PC90ZD48dGQgd2lkdGg9IjIzNCI+PHRhYmxlIGNlbGxwYWRkaW5nPSIwIiBjZWxsc3BhY2luZz0iMCIgYm9yZGVyPSIwIiB3aWR0aD0iMTAwJSIgYmdjb2xvcj0iI2YzZjJmMiI+PHRyPjx0ZCBiYWNrZ3JvdW5kPSJodHRwczovL2ltZy5hbGljZG4uY29tL2Jhby91cGxvYWRlZC9pNC8zMDcwMDQ0MDUzL08xQ04wMUc1d25XVzFmb0ptTzIyTHduXyEhMzA3MDA0NDA1My5qcGdfMjUweDI1MC5qcGciIHN0eWxlPSJiYWNrZ3JvdW5kLXJlcGVhdDogbm8tcmVwZWF0O2JhY2tncm91bmQtcG9zaXRpb246IDUwLjAlIDUwLjAlOyI+PGEgaHJlZj0iaHR0cHM6Ly9pdGVtLnRhb2Jhby5jb20vaXRlbS5odG0/aWQ9NTk1MjE1NTk1ODQ2JmFtcDtzb3VyY2U9d2QmYW1wO2FwcElkPTg4OTYiIHRhcmdldD0iX2JsYW5rIiBzdHlsZT0iaGVpZ2h0OiAyNTAuMHB4O2Rpc3BsYXk6IGJsb2NrOyI+JmFtcDtuYnNwOzwvYT48L3RkPjwvdHI+PC90YWJsZT48L3RkPjx0ZCB3aWR0aD0iMTIiPjwvdGQ+PHRkIHdpZHRoPSIyMzQiPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiIGJnY29sb3I9IiNmM2YyZjIiPjx0cj48dGQgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9iYW8vdXBsb2FkZWQvaTQvMzA3MDA0NDA1My9PMUNOMDFnaFVFZHQxZm9KbEpKNWwyM18hITMwNzAwNDQwNTMuanBnXzI1MHgyNTAuanBnIiBzdHlsZT0iYmFja2dyb3VuZC1yZXBlYXQ6IG5vLXJlcGVhdDtiYWNrZ3JvdW5kLXBvc2l0aW9uOiA1MC4wJSA1MC4wJTsiPjxhIGhyZWY9Imh0dHBzOi8vaXRlbS50YW9iYW8uY29tL2l0ZW0uaHRtP2lkPTU5MDAwOTA3MzAyNSZhbXA7c291cmNlPXdkJmFtcDthcHBJZD04ODk2IiB0YXJnZXQ9Il9ibGFuayIgc3R5bGU9ImhlaWdodDogMjUwLjBweDtkaXNwbGF5OiBibG9jazsiPiZhbXA7bmJzcDs8L2E+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48dGQgd2lkdGg9IjEyIj48L3RkPjwvdHI+PHRyPjx0ZCBjb2xzcGFuPSI3IiBoZWlnaHQ9IjEyIj48L3RkPjwvdHI+PHRyPjx0ZCB3aWR0aD0iMTIiPjwvdGQ+PHRkIHdpZHRoPSIyMzQiPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiIGJnY29sb3I9IiNmM2YyZjIiPjx0cj48dGQgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9iYW8vdXBsb2FkZWQvaTQvMzA3MDA0NDA1My9PMUNOMDFGVlhvU2UxZm9Ka0V5Q21XaV8hITMwNzAwNDQwNTMuanBnXzI1MHgyNTAuanBnIiBzdHlsZT0iYmFja2dyb3VuZC1yZXBlYXQ6IG5vLXJlcGVhdDtiYWNrZ3JvdW5kLXBvc2l0aW9uOiA1MC4wJSA1MC4wJTsiPjxhIGhyZWY9Imh0dHBzOi8vaXRlbS50YW9iYW8uY29tL2l0ZW0uaHRtP2lkPTU5MjE5MjMyNzQ5MCZhbXA7c291cmNlPXdkJmFtcDthcHBJZD04ODk2IiB0YXJnZXQ9Il9ibGFuayIgc3R5bGU9ImhlaWdodDogMjUwLjBweDtkaXNwbGF5OiBibG9jazsiPiZhbXA7bmJzcDs8L2E+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48dGQgd2lkdGg9IjEyIj48L3RkPjx0ZCB3aWR0aD0iMjM0Ij48dGFibGUgY2VsbHBhZGRpbmc9IjAiIGNlbGxzcGFjaW5nPSIwIiBib3JkZXI9IjAiIHdpZHRoPSIxMDAlIiBiZ2NvbG9yPSIjZjNmMmYyIj48dHI+PHRkIGJhY2tncm91bmQ9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vYmFvL3VwbG9hZGVkL2kzLzMwNzAwNDQwNTMvVEIyUUk1OW95cG5wdUZqU1pGa1hYYzRacFhhXyEhMzA3MDA0NDA1My5qcGdfMjUweDI1MC5qcGciIHN0eWxlPSJiYWNrZ3JvdW5kLXJlcGVhdDogbm8tcmVwZWF0O2JhY2tncm91bmQtcG9zaXRpb246IDUwLjAlIDUwLjAlOyI+PGEgaHJlZj0iaHR0cHM6Ly9pdGVtLnRhb2Jhby5jb20vaXRlbS5odG0/aWQ9NTQ4OTg3NjI3MjE3JmFtcDtzb3VyY2U9d2QmYW1wO2FwcElkPTg4OTYiIHRhcmdldD0iX2JsYW5rIiBzdHlsZT0iaGVpZ2h0OiAyNTAuMHB4O2Rpc3BsYXk6IGJsb2NrOyI+JmFtcDtuYnNwOzwvYT48L3RkPjwvdHI+PC90YWJsZT48L3RkPjx0ZCB3aWR0aD0iMTIiPjwvdGQ+PHRkIHdpZHRoPSIyMzQiPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiIGJnY29sb3I9IiNmM2YyZjIiPjx0cj48dGQgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9iYW8vdXBsb2FkZWQvaTQvMzA3MDA0NDA1My9PMUNOMDFwcXBSbFYxZm9KakRrU29xal8hITMwNzAwNDQwNTMuanBnXzI1MHgyNTAuanBnIiBzdHlsZT0iYmFja2dyb3VuZC1yZXBlYXQ6IG5vLXJlcGVhdDtiYWNrZ3JvdW5kLXBvc2l0aW9uOiA1MC4wJSA1MC4wJTsiPjxhIGhyZWY9Imh0dHBzOi8vaXRlbS50YW9iYW8uY29tL2l0ZW0uaHRtP2lkPTU4MTg2MTgyMTkyNiZhbXA7c291cmNlPXdkJmFtcDthcHBJZD04ODk2IiB0YXJnZXQ9Il9ibGFuayIgc3R5bGU9ImhlaWdodDogMjUwLjBweDtkaXNwbGF5OiBibG9jazsiPiZhbXA7bmJzcDs8L2E+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48dGQgd2lkdGg9IjEyIj48L3RkPjwvdHI+PHRyPjx0ZCBjb2xzcGFuPSI3IiBoZWlnaHQ9IjEyIj48L3RkPjwvdHI+PC90YWJsZT48L3RkPjwvdHI+PC90YWJsZT48cCBzdHlsZT0ibWFyZ2luOiAwIDAgNS4wcHggMDtvdmVyZmxvdzogaGlkZGVuOyI+PGltZyBzcmM9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vaW1nZXh0cmEvaTQvVDJzNG1vWEg4WFhYWFhYWFhYLTM1MDQ3NTk5NS5wbmc/cD13ZF9yZWNvbW1lbmRfMTg2NjFfZW5kX3RvcF8xIj48L3A+PHAgc3R5bGU9Im1hcmdpbjogMDtvdmVyZmxvdzogaGlkZGVuOyI+PGltZyBzcmM9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vaW1nZXh0cmEvaTQvVDJzNG1vWEg4WFhYWFhYWFhYLTM1MDQ3NTk5NS5wbmc/cD13ZF9yZWNvbW1lbmRfMTMzNTlfc3RhcnRfdG9wXzEiPjwvcD48dGFibGUgd2lkdGg9Ijc1MCIgY2VsbHBhZGRpbmc9IjAiIGNlbGxzcGFjaW5nPSIwIiBib3JkZXI9IjAiIGJnY29sb3I9IiNmZmZmZmYiIGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3aWR0aDogNzUwLjBweDttYXJnaW46IDAgYXV0bztsaW5lLWhlaWdodDogMS41O3RleHQtYWxpZ246IGxlZnQ7Y29sb3I6ICMwMDAwMDA7Zm9udC1zaXplOiAxMi4wcHg7d29yZC13cmFwOiBub3JtYWw7Ij48dHI+PHRkIGhlaWdodD0iMiIgc3R5bGU9ImxpbmUtZm9udC1zaXplOiAwOyI+PC90ZD48L3RyPjx0cj48dGQ+PHRhYmxlIGNlbGxwYWRkaW5nPSIwIiBjZWxsc3BhY2luZz0iMCIgYm9yZGVyPSIwIiB3aWR0aD0iMTAwJSI+PHRyPjx0ZCB3aWR0aD0iMTg2Ij48dGFibGUgY2VsbHBhZGRpbmc9IjAiIGNlbGxzcGFjaW5nPSIwIiBib3JkZXI9IjAiIHdpZHRoPSIxMDAlIj48dHI+PHRkIHZhbGlnbj0ibWlkZGxlIiBhbGlnbj0iY2VudGVyIiBiZ2NvbG9yPSIjZjNmMmYwIiBzdHlsZT0iYmFja2dyb3VuZC1yZXBlYXQ6IG5vLXJlcGVhdDtiYWNrZ3JvdW5kLXBvc2l0aW9uOiA1MC4wJSA1MC4wJTsiIGJhY2tncm91bmQ9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vYmFvL3VwbG9hZGVkL2k0L1RCMVJiVmVScFhYWFhYeGFYWFhYWFhYWFhYWF8hITAtaXRlbV9waWMuanBnXzIwMHgyMDAuanBnIj48dGFibGUgY2VsbHBhZGRpbmc9IjAiIGNlbGxzcGFjaW5nPSIwIiBib3JkZXI9IjAiIHdpZHRoPSIxMDAlIj48dHI+PHRkIHN0eWxlPSJfYmFja2dyb3VuZDogbm9uZTtiYWNrZ3JvdW5kLXJlcGVhdDogbm8tcmVwZWF0O2JhY2tncm91bmQtcG9zaXRpb246IDAgMDsiIGJhY2tncm91bmQ9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vaW1nZXh0cmEvaTMvMzUwNDc1OTk1L1QyVG4zVlhIOFhYWFhYWFhYWC0zNTA0NzU5OTUucG5nIj48YSBocmVmPSJodHRwczovL2l0ZW0udGFvYmFvLmNvbS9pdGVtLmh0bT9pZD01NDgwNjc5MDk5NzAmYW1wO3NvdXJjZT13ZCZhbXA7YXBwSWQ9ODg5NiIgdGFyZ2V0PSJfYmxhbmsiIHN0eWxlPSJkaXNwbGF5OiBibG9jaztoZWlnaHQ6IDEwMC4wJTtoZWlnaHQ6IDIwMC4wcHg7dGV4dC1kZWNvcmF0aW9uOiBub25lOyI+PHNwYW4gc3R5bGU9ImZsb2F0OiBsZWZ0O3dpZHRoOiA3NC4wcHg7dGV4dC1hbGlnbjogY2VudGVyO2xpbmUtaGVpZ2h0OiAxOC4wcHg7aGVpZ2h0OiAxOC4wcHg7Y29sb3I6ICNmZmZmZmY7bWFyZ2luOiAxNzcuMHB4IDAgMCAxMDcuMHB4OyI+PHNwYW4gc3R5bGU9ImZvbnQtZmFtaWx5OiDlvq7ova/pm4Xpu5E7Zm9udC13ZWlnaHQ6IGJvbGQ7Zm9udC1zaXplOiAxMC4wcHg7Ij7vv6U8L3NwYW4+PHNwYW4gc3R5bGU9ImZvbnQtZmFtaWx5OiBhcmlhbDtmb250LXNpemU6IDE0LjBweDtmb250LXdlaWdodDogYm9sZDsiPjIyLjgwPC9zcGFuPjwvc3Bhbj48L2E+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48dGQgd2lkdGg9IjIiPjwvdGQ+PHRkIHdpZHRoPSIxODYiPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiPjx0cj48dGQgdmFsaWduPSJtaWRkbGUiIGFsaWduPSJjZW50ZXIiIGJnY29sb3I9IiNmM2YyZjAiIHN0eWxlPSJiYWNrZ3JvdW5kLXJlcGVhdDogbm8tcmVwZWF0O2JhY2tncm91bmQtcG9zaXRpb246IDUwLjAlIDUwLjAlOyIgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9iYW8vdXBsb2FkZWQvaTQvVEIxZ3BCa1NwWFhYWGFYWEZYWFhYWFhYWFhYXyEhMC1pdGVtX3BpYy5qcGdfMjAweDIwMC5qcGciPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiPjx0cj48dGQgc3R5bGU9Il9iYWNrZ3JvdW5kOiBub25lO2JhY2tncm91bmQtcmVwZWF0OiBuby1yZXBlYXQ7YmFja2dyb3VuZC1wb3NpdGlvbjogMCAwOyIgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9pbWdleHRyYS9pMy8zNTA0NzU5OTUvVDJUbjNWWEg4WFhYWFhYWFhYLTM1MDQ3NTk5NS5wbmciPjxhIGhyZWY9Imh0dHBzOi8vaXRlbS50YW9iYW8uY29tL2l0ZW0uaHRtP2lkPTU1NDUwMTU0NDczOSZhbXA7c291cmNlPXdkJmFtcDthcHBJZD04ODk2IiB0YXJnZXQ9Il9ibGFuayIgc3R5bGU9ImRpc3BsYXk6IGJsb2NrO2hlaWdodDogMTAwLjAlO2hlaWdodDogMjAwLjBweDt0ZXh0LWRlY29yYXRpb246IG5vbmU7Ij48c3BhbiBzdHlsZT0iZmxvYXQ6IGxlZnQ7d2lkdGg6IDc0LjBweDt0ZXh0LWFsaWduOiBjZW50ZXI7bGluZS1oZWlnaHQ6IDE4LjBweDtoZWlnaHQ6IDE4LjBweDtjb2xvcjogI2ZmZmZmZjttYXJnaW46IDE3Ny4wcHggMCAwIDEwNy4wcHg7Ij48c3BhbiBzdHlsZT0iZm9udC1mYW1pbHk6IOW+rui9r+mbhem7kTtmb250LXdlaWdodDogYm9sZDtmb250LXNpemU6IDEwLjBweDsiPu+/pTwvc3Bhbj48c3BhbiBzdHlsZT0iZm9udC1mYW1pbHk6IGFyaWFsO2ZvbnQtc2l6ZTogMTQuMHB4O2ZvbnQtd2VpZ2h0OiBib2xkOyI+MjIuMDA8L3NwYW4+PC9zcGFuPjwvYT48L3RkPjwvdHI+PC90YWJsZT48L3RkPjwvdHI+PC90YWJsZT48L3RkPjx0ZCB3aWR0aD0iMiI+PC90ZD48dGQgd2lkdGg9IjE4NiI+PHRhYmxlIGNlbGxwYWRkaW5nPSIwIiBjZWxsc3BhY2luZz0iMCIgYm9yZGVyPSIwIiB3aWR0aD0iMTAwJSI+PHRyPjx0ZCB2YWxpZ249Im1pZGRsZSIgYWxpZ249ImNlbnRlciIgYmdjb2xvcj0iI2YzZjJmMCIgc3R5bGU9ImJhY2tncm91bmQtcmVwZWF0OiBuby1yZXBlYXQ7YmFja2dyb3VuZC1wb3NpdGlvbjogNTAuMCUgNTAuMCU7IiBiYWNrZ3JvdW5kPSJodHRwczovL2ltZy5hbGljZG4uY29tL2Jhby91cGxvYWRlZC9pNC8zMDcwMDQ0MDUzL08xQ04wMU41QUdrMDFmb0pqSHFxS1htXyEhMzA3MDA0NDA1My5qcGdfMjAweDIwMC5qcGciPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiPjx0cj48dGQgc3R5bGU9Il9iYWNrZ3JvdW5kOiBub25lO2JhY2tncm91bmQtcmVwZWF0OiBuby1yZXBlYXQ7YmFja2dyb3VuZC1wb3NpdGlvbjogMCAwOyIgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9pbWdleHRyYS9pMy8zNTA0NzU5OTUvVDJUbjNWWEg4WFhYWFhYWFhYLTM1MDQ3NTk5NS5wbmciPjxhIGhyZWY9Imh0dHBzOi8vaXRlbS50YW9iYW8uY29tL2l0ZW0uaHRtP2lkPTU4MTUxNTQyMDE0MiZhbXA7c291cmNlPXdkJmFtcDthcHBJZD04ODk2IiB0YXJnZXQ9Il9ibGFuayIgc3R5bGU9ImRpc3BsYXk6IGJsb2NrO2hlaWdodDogMTAwLjAlO2hlaWdodDogMjAwLjBweDt0ZXh0LWRlY29yYXRpb246IG5vbmU7Ij48c3BhbiBzdHlsZT0iZmxvYXQ6IGxlZnQ7d2lkdGg6IDc0LjBweDt0ZXh0LWFsaWduOiBjZW50ZXI7bGluZS1oZWlnaHQ6IDE4LjBweDtoZWlnaHQ6IDE4LjBweDtjb2xvcjogI2ZmZmZmZjttYXJnaW46IDE3Ny4wcHggMCAwIDEwNy4wcHg7Ij48c3BhbiBzdHlsZT0iZm9udC1mYW1pbHk6IOW+rui9r+mbhem7kTtmb250LXdlaWdodDogYm9sZDtmb250LXNpemU6IDEwLjBweDsiPu+/pTwvc3Bhbj48c3BhbiBzdHlsZT0iZm9udC1mYW1pbHk6IGFyaWFsO2ZvbnQtc2l6ZTogMTQuMHB4O2ZvbnQtd2VpZ2h0OiBib2xkOyI+NjUuMDA8L3NwYW4+PC9zcGFuPjwvYT48L3RkPjwvdHI+PC90YWJsZT48L3RkPjwvdHI+PC90YWJsZT48L3RkPjx0ZCB3aWR0aD0iMiI+PC90ZD48dGQgd2lkdGg9IjE4NiI+PHRhYmxlIGNlbGxwYWRkaW5nPSIwIiBjZWxsc3BhY2luZz0iMCIgYm9yZGVyPSIwIiB3aWR0aD0iMTAwJSI+PHRyPjx0ZCB2YWxpZ249Im1pZGRsZSIgYWxpZ249ImNlbnRlciIgYmdjb2xvcj0iI2YzZjJmMCIgc3R5bGU9ImJhY2tncm91bmQtcmVwZWF0OiBuby1yZXBlYXQ7YmFja2dyb3VuZC1wb3NpdGlvbjogNTAuMCUgNTAuMCU7IiBiYWNrZ3JvdW5kPSJodHRwczovL2ltZy5hbGljZG4uY29tL2Jhby91cGxvYWRlZC9pMi9UQjFLelJsU3BYWFhYWE9YRlhYWFhYWFhYWFhfISEwLWl0ZW1fcGljLmpwZ18yMDB4MjAwLmpwZyI+PHRhYmxlIGNlbGxwYWRkaW5nPSIwIiBjZWxsc3BhY2luZz0iMCIgYm9yZGVyPSIwIiB3aWR0aD0iMTAwJSI+PHRyPjx0ZCBzdHlsZT0iX2JhY2tncm91bmQ6IG5vbmU7YmFja2dyb3VuZC1yZXBlYXQ6IG5vLXJlcGVhdDtiYWNrZ3JvdW5kLXBvc2l0aW9uOiAwIDA7IiBiYWNrZ3JvdW5kPSJodHRwczovL2ltZy5hbGljZG4uY29tL2ltZ2V4dHJhL2kzLzM1MDQ3NTk5NS9UMlRuM1ZYSDhYWFhYWFhYWFgtMzUwNDc1OTk1LnBuZyI+PGEgaHJlZj0iaHR0cHM6Ly9pdGVtLnRhb2Jhby5jb20vaXRlbS5odG0/aWQ9NTkyNDk5NjcyNTc3JmFtcDtzb3VyY2U9d2QmYW1wO2FwcElkPTg4OTYiIHRhcmdldD0iX2JsYW5rIiBzdHlsZT0iZGlzcGxheTogYmxvY2s7aGVpZ2h0OiAxMDAuMCU7aGVpZ2h0OiAyMDAuMHB4O3RleHQtZGVjb3JhdGlvbjogbm9uZTsiPjxzcGFuIHN0eWxlPSJmbG9hdDogbGVmdDt3aWR0aDogNzQuMHB4O3RleHQtYWxpZ246IGNlbnRlcjtsaW5lLWhlaWdodDogMTguMHB4O2hlaWdodDogMTguMHB4O2NvbG9yOiAjZmZmZmZmO21hcmdpbjogMTc3LjBweCAwIDAgMTA3LjBweDsiPjxzcGFuIHN0eWxlPSJmb250LWZhbWlseTog5b6u6L2v6ZuF6buRO2ZvbnQtd2VpZ2h0OiBib2xkO2ZvbnQtc2l6ZTogMTAuMHB4OyI+77+lPC9zcGFuPjxzcGFuIHN0eWxlPSJmb250LWZhbWlseTogYXJpYWw7Zm9udC1zaXplOiAxNC4wcHg7Zm9udC13ZWlnaHQ6IGJvbGQ7Ij4yNS4wMDwvc3Bhbj48L3NwYW4+PC9hPjwvdGQ+PC90cj48L3RhYmxlPjwvdGQ+PC90cj48L3RhYmxlPjwvdGQ+PHRkIHdpZHRoPSIyIj48L3RkPjwvdHI+PHRyPjx0ZCBjb2xzcGFuPSI3IiBoZWlnaHQ9IjIiIHN0eWxlPSJsaW5lLWZvbnQtc2l6ZTogMDsiPjwvdGQ+PC90cj48dHI+PHRkIHdpZHRoPSIxODYiPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiPjx0cj48dGQgdmFsaWduPSJtaWRkbGUiIGFsaWduPSJjZW50ZXIiIGJnY29sb3I9IiNmM2YyZjAiIHN0eWxlPSJiYWNrZ3JvdW5kLXJlcGVhdDogbm8tcmVwZWF0O2JhY2tncm91bmQtcG9zaXRpb246IDUwLjAlIDUwLjAlOyIgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9iYW8vdXBsb2FkZWQvaTQvMzA3MDA0NDA1My9PMUNOMDFWZ3lPb0gxZm9KbHpVa29CVl8hITMwNzAwNDQwNTMuanBnXzIwMHgyMDAuanBnIj48dGFibGUgY2VsbHBhZGRpbmc9IjAiIGNlbGxzcGFjaW5nPSIwIiBib3JkZXI9IjAiIHdpZHRoPSIxMDAlIj48dHI+PHRkIHN0eWxlPSJfYmFja2dyb3VuZDogbm9uZTtiYWNrZ3JvdW5kLXJlcGVhdDogbm8tcmVwZWF0O2JhY2tncm91bmQtcG9zaXRpb246IDAgMDsiIGJhY2tncm91bmQ9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vaW1nZXh0cmEvaTMvMzUwNDc1OTk1L1QyVG4zVlhIOFhYWFhYWFhYWC0zNTA0NzU5OTUucG5nIj48YSBocmVmPSJodHRwczovL2l0ZW0udGFvYmFvLmNvbS9pdGVtLmh0bT9pZD01OTI1MTI4ODcxMDMmYW1wO3NvdXJjZT13ZCZhbXA7YXBwSWQ9ODg5NiIgdGFyZ2V0PSJfYmxhbmsiIHN0eWxlPSJkaXNwbGF5OiBibG9jaztoZWlnaHQ6IDEwMC4wJTtoZWlnaHQ6IDIwMC4wcHg7dGV4dC1kZWNvcmF0aW9uOiBub25lOyI+PHNwYW4gc3R5bGU9ImZsb2F0OiBsZWZ0O3dpZHRoOiA3NC4wcHg7dGV4dC1hbGlnbjogY2VudGVyO2xpbmUtaGVpZ2h0OiAxOC4wcHg7aGVpZ2h0OiAxOC4wcHg7Y29sb3I6ICNmZmZmZmY7bWFyZ2luOiAxNzcuMHB4IDAgMCAxMDcuMHB4OyI+PHNwYW4gc3R5bGU9ImZvbnQtZmFtaWx5OiDlvq7ova/pm4Xpu5E7Zm9udC13ZWlnaHQ6IGJvbGQ7Zm9udC1zaXplOiAxMC4wcHg7Ij7vv6U8L3NwYW4+PHNwYW4gc3R5bGU9ImZvbnQtZmFtaWx5OiBhcmlhbDtmb250LXNpemU6IDE0LjBweDtmb250LXdlaWdodDogYm9sZDsiPjMyLjAwPC9zcGFuPjwvc3Bhbj48L2E+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48dGQgd2lkdGg9IjIiPjwvdGQ+PHRkIHdpZHRoPSIxODYiPjx0YWJsZSBjZWxscGFkZGluZz0iMCIgY2VsbHNwYWNpbmc9IjAiIGJvcmRlcj0iMCIgd2lkdGg9IjEwMCUiPjx0cj48dGQgdmFsaWduPSJtaWRkbGUiIGFsaWduPSJjZW50ZXIiIGJnY29sb3I9IiNmM2YyZjAiIHN0eWxlPSJiYWNrZ3JvdW5kLXJlcGVhdDogbm8tcmVwZWF0O2JhY2tncm91bmQtcG9zaXRpb246IDUwLjAlIDUwLjAlOyIgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9iYW8vdXBsb2FkZWQvaTEvMzA3MDA0NDA1My9UQjJhZ29Ld2RjbkJLTmpTWlIwWFhjRnFGWGFfISEzMDcwMDQ0MDUzLmpwZ18yMDB4MjAwLmpwZyI+PHRhYmxlIGNlbGxwYWRkaW5nPSIwIiBjZWxsc3BhY2luZz0iMCIgYm9yZGVyPSIwIiB3aWR0aD0iMTAwJSI+PHRyPjx0ZCBzdHlsZT0iX2JhY2tncm91bmQ6IG5vbmU7YmFja2dyb3VuZC1yZXBlYXQ6IG5vLXJlcGVhdDtiYWNrZ3JvdW5kLXBvc2l0aW9uOiAwIDA7IiBiYWNrZ3JvdW5kPSJodHRwczovL2ltZy5hbGljZG4uY29tL2ltZ2V4dHJhL2kzLzM1MDQ3NTk5NS9UMlRuM1ZYSDhYWFhYWFhYWFgtMzUwNDc1OTk1LnBuZyI+PGEgaHJlZj0iaHR0cHM6Ly9pdGVtLnRhb2Jhby5jb20vaXRlbS5odG0/aWQ9NTc2OTM4OTE3NzAwJmFtcDtzb3VyY2U9d2QmYW1wO2FwcElkPTg4OTYiIHRhcmdldD0iX2JsYW5rIiBzdHlsZT0iZGlzcGxheTogYmxvY2s7aGVpZ2h0OiAxMDAuMCU7aGVpZ2h0OiAyMDAuMHB4O3RleHQtZGVjb3JhdGlvbjogbm9uZTsiPjxzcGFuIHN0eWxlPSJmbG9hdDogbGVmdDt3aWR0aDogNzQuMHB4O3RleHQtYWxpZ246IGNlbnRlcjtsaW5lLWhlaWdodDogMTguMHB4O2hlaWdodDogMTguMHB4O2NvbG9yOiAjZmZmZmZmO21hcmdpbjogMTc3LjBweCAwIDAgMTA3LjBweDsiPjxzcGFuIHN0eWxlPSJmb250LWZhbWlseTog5b6u6L2v6ZuF6buRO2ZvbnQtd2VpZ2h0OiBib2xkO2ZvbnQtc2l6ZTogMTAuMHB4OyI+77+lPC9zcGFuPjxzcGFuIHN0eWxlPSJmb250LWZhbWlseTogYXJpYWw7Zm9udC1zaXplOiAxNC4wcHg7Zm9udC13ZWlnaHQ6IGJvbGQ7Ij4zOS4wMDwvc3Bhbj48L3NwYW4+PC9hPjwvdGQ+PC90cj48L3RhYmxlPjwvdGQ+PC90cj48L3RhYmxlPjwvdGQ+PHRkIHdpZHRoPSIyIj48L3RkPjx0ZCB3aWR0aD0iMTg2Ij48dGFibGUgY2VsbHBhZGRpbmc9IjAiIGNlbGxzcGFjaW5nPSIwIiBib3JkZXI9IjAiIHdpZHRoPSIxMDAlIj48dHI+PHRkIHZhbGlnbj0ibWlkZGxlIiBhbGlnbj0iY2VudGVyIiBiZ2NvbG9yPSIjZjNmMmYwIiBzdHlsZT0iYmFja2dyb3VuZC1yZXBlYXQ6IG5vLXJlcGVhdDtiYWNrZ3JvdW5kLXBvc2l0aW9uOiA1MC4wJSA1MC4wJTsiIGJhY2tncm91bmQ9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vYmFvL3VwbG9hZGVkL2k0LzMwNzAwNDQwNTMvTzFDTjAxVWdhWGEwMWZvSmpFNmdIYzNfISEzMDcwMDQ0MDUzLmpwZ18yMDB4MjAwLmpwZyI+PHRhYmxlIGNlbGxwYWRkaW5nPSIwIiBjZWxsc3BhY2luZz0iMCIgYm9yZGVyPSIwIiB3aWR0aD0iMTAwJSI+PHRyPjx0ZCBzdHlsZT0iX2JhY2tncm91bmQ6IG5vbmU7YmFja2dyb3VuZC1yZXBlYXQ6IG5vLXJlcGVhdDtiYWNrZ3JvdW5kLXBvc2l0aW9uOiAwIDA7IiBiYWNrZ3JvdW5kPSJodHRwczovL2ltZy5hbGljZG4uY29tL2ltZ2V4dHJhL2kzLzM1MDQ3NTk5NS9UMlRuM1ZYSDhYWFhYWFhYWFgtMzUwNDc1OTk1LnBuZyI+PGEgaHJlZj0iaHR0cHM6Ly9pdGVtLnRhb2Jhby5jb20vaXRlbS5odG0/aWQ9NTgxNDU5NTI0ODk0JmFtcDtzb3VyY2U9d2QmYW1wO2FwcElkPTg4OTYiIHRhcmdldD0iX2JsYW5rIiBzdHlsZT0iZGlzcGxheTogYmxvY2s7aGVpZ2h0OiAxMDAuMCU7aGVpZ2h0OiAyMDAuMHB4O3RleHQtZGVjb3JhdGlvbjogbm9uZTsiPjxzcGFuIHN0eWxlPSJmbG9hdDogbGVmdDt3aWR0aDogNzQuMHB4O3RleHQtYWxpZ246IGNlbnRlcjtsaW5lLWhlaWdodDogMTguMHB4O2hlaWdodDogMTguMHB4O2NvbG9yOiAjZmZmZmZmO21hcmdpbjogMTc3LjBweCAwIDAgMTA3LjBweDsiPjxzcGFuIHN0eWxlPSJmb250LWZhbWlseTog5b6u6L2v6ZuF6buRO2ZvbnQtd2VpZ2h0OiBib2xkO2ZvbnQtc2l6ZTogMTAuMHB4OyI+77+lPC9zcGFuPjxzcGFuIHN0eWxlPSJmb250LWZhbWlseTogYXJpYWw7Zm9udC1zaXplOiAxNC4wcHg7Zm9udC13ZWlnaHQ6IGJvbGQ7Ij4yMjAuMDA8L3NwYW4+PC9zcGFuPjwvYT48L3RkPjwvdHI+PC90YWJsZT48L3RkPjwvdHI+PC90YWJsZT48L3RkPjx0ZCB3aWR0aD0iMiI+PC90ZD48dGQgd2lkdGg9IjE4NiI+PHRhYmxlIGNlbGxwYWRkaW5nPSIwIiBjZWxsc3BhY2luZz0iMCIgYm9yZGVyPSIwIiB3aWR0aD0iMTAwJSI+PHRyPjx0ZCB2YWxpZ249Im1pZGRsZSIgYWxpZ249ImNlbnRlciIgYmdjb2xvcj0iI2YzZjJmMCIgc3R5bGU9ImJhY2tncm91bmQtcmVwZWF0OiBuby1yZXBlYXQ7YmFja2dyb3VuZC1wb3NpdGlvbjogNTAuMCUgNTAuMCU7IiBiYWNrZ3JvdW5kPSJodHRwczovL2ltZy5hbGljZG4uY29tL2Jhby91cGxvYWRlZC9pNC8zMDcwMDQ0MDUzL1RCMmNOcmJYcGtreUtKalNzemZYWGJkaUZYYV8hITMwNzAwNDQwNTMuanBnXzIwMHgyMDAuanBnIj48dGFibGUgY2VsbHBhZGRpbmc9IjAiIGNlbGxzcGFjaW5nPSIwIiBib3JkZXI9IjAiIHdpZHRoPSIxMDAlIj48dHI+PHRkIHN0eWxlPSJfYmFja2dyb3VuZDogbm9uZTtiYWNrZ3JvdW5kLXJlcGVhdDogbm8tcmVwZWF0O2JhY2tncm91bmQtcG9zaXRpb246IDAgMDsiIGJhY2tncm91bmQ9Imh0dHBzOi8vaW1nLmFsaWNkbi5jb20vaW1nZXh0cmEvaTMvMzUwNDc1OTk1L1QyVG4zVlhIOFhYWFhYWFhYWC0zNTA0NzU5OTUucG5nIj48YSBocmVmPSJodHRwczovL2l0ZW0udGFvYmFvLmNvbS9pdGVtLmh0bT9pZD01NTU1NDU5NDc3NDYmYW1wO3NvdXJjZT13ZCZhbXA7YXBwSWQ9ODg5NiIgdGFyZ2V0PSJfYmxhbmsiIHN0eWxlPSJkaXNwbGF5OiBibG9jaztoZWlnaHQ6IDEwMC4wJTtoZWlnaHQ6IDIwMC4wcHg7dGV4dC1kZWNvcmF0aW9uOiBub25lOyI+PHNwYW4gc3R5bGU9ImZsb2F0OiBsZWZ0O3dpZHRoOiA3NC4wcHg7dGV4dC1hbGlnbjogY2VudGVyO2xpbmUtaGVpZ2h0OiAxOC4wcHg7aGVpZ2h0OiAxOC4wcHg7Y29sb3I6ICNmZmZmZmY7bWFyZ2luOiAxNzcuMHB4IDAgMCAxMDcuMHB4OyI+PHNwYW4gc3R5bGU9ImZvbnQtZmFtaWx5OiDlvq7ova/pm4Xpu5E7Zm9udC13ZWlnaHQ6IGJvbGQ7Zm9udC1zaXplOiAxMC4wcHg7Ij7vv6U8L3NwYW4+PHNwYW4gc3R5bGU9ImZvbnQtZmFtaWx5OiBhcmlhbDtmb250LXNpemU6IDE0LjBweDtmb250LXdlaWdodDogYm9sZDsiPjI4LjAwPC9zcGFuPjwvc3Bhbj48L2E+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48dGQgd2lkdGg9IjIiPjwvdGQ+PC90cj48dHI+PHRkIGNvbHNwYW49IjciIGhlaWdodD0iMiIgc3R5bGU9ImxpbmUtZm9udC1zaXplOiAwOyI+PC90ZD48L3RyPjwvdGFibGU+PC90ZD48L3RyPjwvdGFibGU+PHAgc3R5bGU9Im1hcmdpbjogMCAwIDUuMHB4IDA7b3ZlcmZsb3c6IGhpZGRlbjsiPjxpbWcgc3JjPSJodHRwczovL2ltZy5hbGljZG4uY29tL2ltZ2V4dHJhL2k0L1QyczRtb1hIOFhYWFhYWFhYWC0zNTA0NzU5OTUucG5nP3A9d2RfcmVjb21tZW5kXzEzMzU5X2VuZF90b3BfMSI+PC9wPjxzcGFuPjwvc3Bhbj48dGFibGUgd2lkdGg9Ijc1MCIgYm9yZGVyPSIwIiBjZWxsc3BhY2luZz0iMCIgY2VsbHBhZGRpbmc9IjAiIGhlaWdodD0iMTQwIiBzdHlsZT0iYmFja2dyb3VuZC1jb2xvcjogI2ZmZmZmZjtib3JkZXI6IDEwLjBweCBzb2xpZCAjZWVlZWVlOyIgYmFja2dyb3VuZD0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9pbWdleHRyYS9pMy8xMDM4MzgyODE1L1RCMmViLmRwVlhYWFhhRlhYWFhYWFhYWFhYWC0xMDM4MzgyODE1LnBuZyI+PHRyPjx0ZCB3aWR0aD0iMTY2Ij48aW1nIHN0eWxlPSJtYXJnaW46IDcuMHB4IDIwLjBweDtmbG9hdDogbGVmdDsiIHNyYz0iaHR0cHM6Ly9pbWcuYWxpY2RuLmNvbS9pbWdleHRyYS9pNC8xMDM4MzgyODE1L1RCMlVFLm5wVlhYWFhYVVhYWFhYWFhYWFhYWC0xMDM4MzgyODE1LnBuZyI+PC90ZD48dGQ+PGRpdiBzdHlsZT0id2lkdGg6IGF1dG87ZmxvYXQ6IGxlZnQ7Ij48cCBzdHlsZT0iZm9udC1zaXplOiAxNC4wcHg7Zm9udC1mYW1pbHk6IG1pY3Jvc29mdCB5YWhlaTtmbG9hdDogbGVmdDttYXJnaW4tdG9wOiAxNS4wcHg7Ij7QndCw0LfQstCw0L3QuNC1INGB0L7QsdGL0YLQuNGPOjxzcGFuIHN0eWxlPSJjb2xvcjogI2ZmNDQwMDsiPtCf0L7Qu9C90YvQuSDRgdC+0LrRgNCw0YnQtdC90LjQtSDRgdC60LjQtNC60LA8L3NwYW4+PC9wPjxkaXYgc3R5bGU9ImZvbnQtc2l6ZTogMTIuMHB4O2NvbG9yOiAjODg4ODg4O2Rpc3BsYXk6IGJsb2NrO21hcmdpbi10b3A6IDE1LjBweDttYXJnaW4tbGVmdDogNS4wcHg7ZmxvYXQ6IHJpZ2h0OyI+0JLRgNC10LzRjyDQtNC10Y/RgtC10LvRjNC90L7RgdGC0Lg6IDIwMTguMDguMzEtMjAxOC4wOS4zMDwvZGl2PjxkaXYgc3R5bGU9ImZvbnQtc2l6ZTogMTIuMHB4O2NvbG9yOiAjNDQ0NDQ0O2xpbmUtaGVpZ2h0OiAyMi4wcHg7Ij7QntC00LjQvSDQt9Cw0LrQsNC3INC30LDQv9C+0LvQvdC10L08c3BhbiBzdHlsZT0iY29sb3I6ICNmZjQ0MDA7Ij4xMDA8L3NwYW4+0K7QsNC90YwsINC80LjQvdGD0YE8c3BhbiBzdHlsZT0iY29sb3I6ICNmZjQ0MDA7Ij41PC9zcGFuPtCu0LDQvdGMLCDQsdC10YHQv9C70LDRgtC90LDRjyDQtNC+0YHRgtCw0LLQutCwICjQsdC10Lcg0YPRh9C10YLQsDog0KHQuNC90YzRhtC30Y/QvSwg0KLQuNCx0LXRgiwg0KLQsNC50LLQsNC90YwsINCT0L7QvdC60L7QvdCzLCDQnNCw0LrQsNC+LCDQt9CwINGA0YPQsdC10LbQvtC8KTwvZGl2PjwvZGl2PjwvdGQ+PHRkIHdpZHRoPSIxMjAiIHN0eWxlPSJ2ZXJ0aWNhbC1hbGlnbjogdG9wOyI+PC90ZD48L3RyPjwvdGFibGU+PHNwYW4+PC9zcGFuPjxwIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luLXRvcDogMC4wcHg7bWFyZ2luLWJvdHRvbTogMC4wcHg7Y29sb3I6ICM2NjY2NjY7Zm9udC1zaXplOiAxMy4wcHg7bGluZS1oZWlnaHQ6IDI4LjBweDtiYWNrZ3JvdW5kLWNvbG9yOiAjZjVmNWY1OyI+PHNwYW4gc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4O2NvbG9yOiAjNDQ0NDQ0O2ZvbnQtZmFtaWx5OiBhcmlhbDtsaW5lLWhlaWdodDogMjIuMHB4O2JhY2tncm91bmQtY29sb3I6ICNmZmZmZmY7Ij5QUC1USUctSjUwINC/0YDQtdC00YHRgtCw0LLQu9GP0LXRgiDRgdC+0LHQvtC5INGH0LXRgNC10LTRg9GO0YnRg9GO0YHRjyDQtNGD0LPQvtCy0YPRjiDQv9GA0L7QstC+0LvQvtC60YMg0YEg0YPQs9C70LXRgNC+0LTQuNGB0YLQvtC5INCy0L7Qu9GM0YTRgNCw0LzQvtCy0L7QuSDQstC+0LvRjNGE0YDQsNC80L7RgtC+0Lku0JzQtdGC0LDQu9C7INGB0LLQsNGA0L3QvtCz0L4g0YjQstCwINC+0LHQu9Cw0LTQsNC10YIg0L/RgNC10LLQvtGB0YXQvtC00L3QvtC5INC/0LvQsNGB0YLQuNGH0L3QvtGB0YLRjNGOLCDQstGP0LfQutC+0YHRgtGM0Y4g0Lgg0YHQvtC/0YDQvtGC0LjQstC70LXQvdC40LXQvCDRgtGA0LXRidC40L0sINC+0YHQvtCx0LXQvdC90L4g0L3QsCDQstGP0LfQutC+0YHRgtC4INGBINC90LjQt9C60L7QuSDRgtC10LzQv9C10YDQsNGC0YPRgNC+0Lku0KHQstCw0YDQvdGL0LUg0YHRg9GB0YLQsNCy0Ysg0L/RgNC10LrRgNCw0YHQvdGLLCDQsCDRgdCy0LDRgNC60Lgg0YXQvtGA0L7RiNC4Ljwvc3Bhbj48L3A+PHAgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW4tdG9wOiAwLjBweDttYXJnaW4tYm90dG9tOiAwLjBweDtjb2xvcjogIzY2NjY2Njtmb250LXNpemU6IDEzLjBweDtsaW5lLWhlaWdodDogMjguMHB4O2JhY2tncm91bmQtY29sb3I6ICNmNWY1ZjU7Ij48c3BhbiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Y29sb3I6ICM0NDQ0NDQ7Zm9udC1mYW1pbHk6IGFyaWFsO2xpbmUtaGVpZ2h0OiAyMi4wcHg7YmFja2dyb3VuZC1jb2xvcjogI2ZmZmZmZjsiPjwvc3Bhbj48L3A+PGRpdiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Zm9udC1zaXplOiAxMy4wcHg7bGluZS1oZWlnaHQ6IDI4LjBweDtmb250LWZhbWlseTogYXJpYWw7Y29sb3I6ICM0NDQ0NDQ7Ij48YiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij7QpdC40LzQuNGH0LXRgdC60LjQuSDRgdC+0YHRgtCw0LIg0YHQstCw0YDQutC4INC/0YDQvtCy0L7Qu9C+0LrQuCAoPC9iPjxiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiU8L2I+PGIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+0J/QvtC70LXQvDwvYj48YiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij48L2I+PC9kaXY+PHRhYmxlIGJvcmRlcj0iMSIgY2VsbHNwYWNpbmc9IjAiIGNlbGxwYWRkaW5nPSIwIiB3aWR0aD0iMTAwJSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4O2xpbmUtaGVpZ2h0OiAyOC4wcHg7Y29sb3I6ICM0NDQ0NDQ7Zm9udC1mYW1pbHk6IGFyaWFsO2ZvbnQtc2l6ZTogMTIuMHB4OyI+PHRyIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPjx0ZCB3aWR0aD0iMTElIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij7RjdC70LXQvNC10L3RgjwvZGl2PjwvdGQ+PHRkIHdpZHRoPSI5JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgQzwvZGl2PjwvdGQ+PHRkIHdpZHRoPSI5JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgTW48L2Rpdj48L3RkPjx0ZCB3aWR0aD0iOSUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIFNpPC9kaXY+PC90ZD48dGQgd2lkdGg9IjglIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICBDcjwvZGl2PjwvdGQ+PHRkIHdpZHRoPSI4JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgTW88L2Rpdj48L3RkPjx0ZCB3aWR0aD0iOCUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIFY8L2Rpdj48L3RkPjx0ZCB3aWR0aD0iOCUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIE5pPC9kaXY+PC90ZD48dGQgd2lkdGg9IjklIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICBTPC9kaXY+PC90ZD48dGQgd2lkdGg9IjklIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICBQPC9kaXY+PC90ZD48dGQgd2lkdGg9IjglIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICBDdTwvZGl2PjwvdGQ+PC90cj48dHIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+PHRkIHdpZHRoPSIxMSUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPtGB0YLQsNC90LTQsNGA0YLQvdC+0LUg0LfQvdCw0YfQtdC90LjQtTwvZGl2PjwvdGQ+PHRkIHdpZHRoPSI5JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgMC4wNX48L2Rpdj48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDAuMTI8L2Rpdj48L3RkPjx0ZCB3aWR0aD0iOSUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDEuMjB+PC9kaXY+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAxLjUwPC9kaXY+PC90ZD48dGQgd2lkdGg9IjklIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAwLjYwfjwvZGl2PjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgMC44NTwvZGl2PjwvdGQ+PHRkIHZhbGlnbj0idG9wIiB3aWR0aD0iOCUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgICZhbXA7bGU7PC9kaXY+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAwLjIwPC9kaXY+PC90ZD48dGQgdmFsaWduPSJ0b3AiIHdpZHRoPSI4JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgJmFtcDtsZTs8L2Rpdj48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDAuMTA8L2Rpdj48L3RkPjx0ZCB3aWR0aD0iOCUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgICZhbXA7bGU7PC9kaXY+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAwLjA1PC9kaXY+PC90ZD48dGQgd2lkdGg9IjglIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAmYW1wO2xlOzwvZGl2PjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgMC4zMDwvZGl2PjwvdGQ+PHRkIHdpZHRoPSI5JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgJmFtcDtsZTs8L2Rpdj48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDAuMDE1PC9kaXY+PC90ZD48dGQgdmFsaWduPSJ0b3AiIHdpZHRoPSI5JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgJmFtcDtsZTs8L2Rpdj48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDAuMDIwPC9kaXY+PC90ZD48dGQgdmFsaWduPSJ0b3AiIHdpZHRoPSI4JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgJmFtcDtsZTs8L2Rpdj48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDAuMzA8L2Rpdj48L3RkPjwvdHI+PHRyIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPjx0ZCB3aWR0aD0iMTElIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij7Qn9GA0LjQvNC10YA8L2Rpdj48L3RkPjx0ZCB3aWR0aD0iOSUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDAuMDY0PC9kaXY+PC90ZD48dGQgd2lkdGg9IjklIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAxLjMzPC9kaXY+PC90ZD48dGQgd2lkdGg9IjklIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAwLjY3PC9kaXY+PC90ZD48dGQgd2lkdGg9IjglIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAwLjA2PC9kaXY+PC90ZD48dGQgd2lkdGg9IjglIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAwLjAwMTwvZGl2PjwvdGQ+PHRkIHdpZHRoPSI4JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgMC4wMTwvZGl2PjwvdGQ+PHRkIHdpZHRoPSI4JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgMC4wNDwvZGl2PjwvdGQ+PHRkIHdpZHRoPSI5JSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgMC4wMTA8L2Rpdj48L3RkPjx0ZCB3aWR0aD0iOSUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDAuMDEzPC9kaXY+PC90ZD48dGQgd2lkdGg9IjglIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAwLjA2PC9kaXY+PC90ZD48L3RyPjwvdGFibGU+PGRpdiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Zm9udC1zaXplOiAxMy4wcHg7bGluZS1oZWlnaHQ6IDI4LjBweDtmb250LWZhbWlseTogYXJpYWw7Y29sb3I6ICM0NDQ0NDQ7Ij4gICZhbXA7bmJzcDs8L2Rpdj48ZGl2IHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDtmb250LXNpemU6IDEzLjBweDtsaW5lLWhlaWdodDogMjguMHB4O2ZvbnQtZmFtaWx5OiBhcmlhbDtjb2xvcjogIzQ0NDQ0NDsiPjxiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPtCc0LXRhdCw0L3QuNGH0LXRgdC60LjQtSDRhdCw0YDQsNC60YLQtdGA0LjRgdGC0LjQutC4INC80LXRgtCw0LvQu9CwINCc0LXQu9Cy0LjQvdCwPC9iPjxiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPjwvYj48L2Rpdj48dGFibGUgYm9yZGVyPSIxIiBjZWxsc3BhY2luZz0iMCIgY2VsbHBhZGRpbmc9IjAiIHdpZHRoPSI1NTkiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDtsaW5lLWhlaWdodDogMjguMHB4O2NvbG9yOiAjNDQ0NDQ0O2ZvbnQtZmFtaWx5OiBhcmlhbDtmb250LXNpemU6IDEyLjBweDsiPjx0ciBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij48dGQgd2lkdGg9Ijk1IiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij7Qn9C40LvQvtGC0L3Ri9C1INC/0YDQvtC10LrRgtGLPC9kaXY+PC90ZD48dGQgdmFsaWduPSJ0b3AiIHdpZHRoPSI5NSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+0L/RgNC10LTQtdC7INC/0YDQvtGH0L3QvtGB0YLQuDwvZGl2PjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgUjxzdWIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+bTwvc3ViPiZhbXA7bmJzcDsvIE1QYTwvZGl2PjwvdGQ+PHRkIHZhbGlnbj0idG9wIiB3aWR0aD0iOTUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPtCj0YDQvtC20LDQudC90L7RgdGC0Yw8L2Rpdj48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIFI8c3ViIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPnAwLjI8L3N1Yj4mYW1wO25ic3A7LyBNUGE8L2Rpdj48L3RkPjx0ZCB2YWxpZ249InRvcCIgd2lkdGg9Ijk1IiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij7Qo9C00LvQuNC90LXQvdC40LU8L2Rpdj48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIEEgLyAlPC9kaXY+PC90ZD48dGQgdmFsaWduPSJ0b3AiIHdpZHRoPSIxODEiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPi0zMCDihIMg0J3QsNCy0YvQutC4INC/0L7Qs9C70L7RidC10L3QuNGPINCy0L7Qt9C00LXQudGB0YLQstC40Y88L2Rpdj48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIEE8c3ViIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPktWJmFtcDtuYnNwOzwvc3ViPi8gSjwvZGl2PjwvdGQ+PC90cj48dHIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+PHRkIHdpZHRoPSI5NSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+0YHRgtCw0L3QtNCw0YDRgtC90L7QtSDQt9C90LDRh9C10L3QuNC1PC9kaXY+PC90ZD48dGQgdmFsaWduPSJ0b3AiIHdpZHRoPSI5NSIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDsiPjxkaXYgYWxpZ249ImNlbnRlciIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+ICAgICAgJmFtcDtnZTs0OTA8L2Rpdj48L3RkPjx0ZCB2YWxpZ249InRvcCIgd2lkdGg9Ijk1IiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAmYW1wO2dlOzQwMDwvZGl2PjwvdGQ+PHRkIHZhbGlnbj0idG9wIiB3aWR0aD0iOTUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgICZhbXA7Z2U7MjI8L2Rpdj48L3RkPjx0ZCB3aWR0aD0iMTgxIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAmYW1wO2dlOzI3PC9kaXY+PC90ZD48L3RyPjx0ciBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij48dGQgd2lkdGg9Ijk1IiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij7Qn9GA0LjQvNC10YA8L2Rpdj48L3RkPjx0ZCB2YWxpZ249InRvcCIgd2lkdGg9Ijk1IiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICA1NDA8L2Rpdj48L3RkPjx0ZCB2YWxpZ249InRvcCIgd2lkdGg9Ijk1IiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICA0MzU8L2Rpdj48L3RkPjx0ZCB2YWxpZ249InRvcCIgd2lkdGg9Ijk1IiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsOyI+PGRpdiBhbGlnbj0iY2VudGVyIiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij4gICAgICAzMzwvZGl2PjwvdGQ+PHRkIHdpZHRoPSIxODEiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDE4NjwvZGl2PjwvdGQ+PC90cj48L3RhYmxlPjxkaXYgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4O2ZvbnQtc2l6ZTogMTMuMHB4O2xpbmUtaGVpZ2h0OiAyOC4wcHg7Zm9udC1mYW1pbHk6IGFyaWFsO2NvbG9yOiAjNDQ0NDQ0OyI+PGIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+PC9iPjwvZGl2PjxkaXYgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4O2ZvbnQtc2l6ZTogMTMuMHB4O2xpbmUtaGVpZ2h0OiAyOC4wcHg7Zm9udC1mYW1pbHk6IGFyaWFsO2NvbG9yOiAjNDQ0NDQ0OyI+PGIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+0KHQstCw0YDQvdCw0Y8g0YHQv9C10YbQuNGE0LjQutCw0YbQuNGPPC9iPjxiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPjwvYj48L2Rpdj48dGFibGUgYm9yZGVyPSIxIiBjZWxsc3BhY2luZz0iMCIgY2VsbHBhZGRpbmc9IjAiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDtsaW5lLWhlaWdodDogMjguMHB4O2NvbG9yOiAjNDQ0NDQ0O2ZvbnQtZmFtaWx5OiBhcmlhbDtmb250LXNpemU6IDEyLjBweDsiPjx0ciBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij48dGQgdmFsaWduPSJ0b3AiIHdpZHRoPSIxMTUiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPtCU0LjQsNC80LXRgtGAINGB0LLQsNGA0L7Rh9C90L7Qs9C+INC/0YDQvtCy0L7QtNCwIC8g0LzQvDwvZGl2PjwvdGQ+PHRkIHZhbGlnbj0idG9wIiB3aWR0aD0iODkiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDEuMDwvZGl2PjwvdGQ+PHRkIHZhbGlnbj0idG9wIiB3aWR0aD0iODkiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDEuMjwvZGl2PjwvdGQ+PHRkIHZhbGlnbj0idG9wIiB3aWR0aD0iODkiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDEuNjwvZGl2PjwvdGQ+PHRkIHZhbGlnbj0idG9wIiB3aWR0aD0iODkiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDIuMDwvZGl2PjwvdGQ+PHRkIHZhbGlnbj0idG9wIiB3aWR0aD0iODkiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7Ij48ZGl2IGFsaWduPSJjZW50ZXIiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPiAgICAgIDIuNTwvZGl2PjwvdGQ+PC90cj48L3RhYmxlPjxkaXYgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4O2ZvbnQtc2l6ZTogMTMuMHB4O2xpbmUtaGVpZ2h0OiAyOC4wcHg7Zm9udC1mYW1pbHk6IGFyaWFsO2NvbG9yOiAjNDQ0NDQ0OyI+PGIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+PC9iPjwvZGl2PjxkaXYgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4O2ZvbnQtc2l6ZTogMTMuMHB4O2xpbmUtaGVpZ2h0OiAyOC4wcHg7Zm9udC1mYW1pbHk6IGFyaWFsO2NvbG9yOiAjNDQ0NDQ0OyI+PGIgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4OyI+WDwvYj48YiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij7QoNCw0LTQuNC+INC+0LHQvdCw0YDRg9C20LXQvdC40LU6PC9iPtCj0YDQvtCy0LXQvdGMIOKFsC48L2Rpdj48ZGl2IHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDtmb250LXNpemU6IDEzLjBweDtsaW5lLWhlaWdodDogMjguMHB4O2ZvbnQtZmFtaWx5OiBhcmlhbDtjb2xvcjogIzQ0NDQ0NDsiPjxiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPjwvYj48L2Rpdj48ZGl2IHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDtmb250LXNpemU6IDEzLjBweDtsaW5lLWhlaWdodDogMjguMHB4O2ZvbnQtZmFtaWx5OiBhcmlhbDtjb2xvcjogIzQ0NDQ0NDsiPjxiIHN0eWxlPSJ3b3JkLWJyZWFrOiBicmVhay1hbGw7bWFyZ2luOiAwLjBweDtwYWRkaW5nOiAwLjBweDsiPtCc0LXRgNGLINC/0YDQtdC00L7RgdGC0L7RgNC+0LbQvdC+0YHRgtC4OjwvYj48YiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Ij48L2I+PC9kaXY+PGRpdiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Zm9udC1zaXplOiAxMy4wcHg7bGluZS1oZWlnaHQ6IDI4LjBweDtmb250LWZhbWlseTogYXJpYWw7Y29sb3I6ICM0NDQ0NDQ7Ij4xLiDQl9Cw0LPRgNGP0LfQvdGP0Y7RidC40LUg0LLQtdGJ0LXRgdGC0LLQsCwg0YLQsNC60LjQtSDQutCw0Log0YDQttCw0LLRh9C40L3QsCwg0L/QvtC60YDRi9GC0LjQtSwg0LfQsNCz0YDRj9C30L3QtdC90LjQtSDQvdC10YTRgtC4LCDQstC+0LTQsCDQuCDQv9GA0LjQvNC10YHQuCwg0LTQvtC70LbQvdGLINCx0YvRgtGMINCy0YvQv9C70LDRh9C10L3RiyDQv9C10YDQtdC0INGB0LLQsNGA0LrQvtC5LjwvZGl2PjxkaXYgc3R5bGU9IndvcmQtYnJlYWs6IGJyZWFrLWFsbDttYXJnaW46IDAuMHB4O3BhZGRpbmc6IDAuMHB4O2ZvbnQtc2l6ZTogMTMuMHB4O2xpbmUtaGVpZ2h0OiAyOC4wcHg7Zm9udC1mYW1pbHk6IGFyaWFsO2NvbG9yOiAjNDQ0NDQ0OyI+Mi4g0KHQutC+0YDQvtGB0YLRjCDQstC10YLRgNCwINC+0LrRgNGD0LbQsNGO0YnQtdC5INGB0YDQtdC00Ysg0LLQviDQstGA0LXQvNGPINGB0LLQsNGA0LrQuCDQtNC+0LvQttC90LAg0YHQvtGB0YLQsNCy0LvRj9GC0Ywg0LzQtdC90LXQtSAxINC8IC8g0YEu0KHQstCw0YDQutC4INC00L7Qu9C20L3RiyDQsdGL0YLRjCDQv9GA0LjQvdGP0YLRiyDQvdCwINCy0LXRgtC10YAuPC9kaXY+PGRpdiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Zm9udC1zaXplOiAxMy4wcHg7bGluZS1oZWlnaHQ6IDI4LjBweDtmb250LWZhbWlseTogYXJpYWw7Y29sb3I6ICM0NDQ0NDQ7Ij4zLiDQodCw0LvQsNC80LDQvdC00YDQtSDQtNC70Y8g0YHQstCw0YDQutC4LCBBUiZhbXA7R0U7IDk5LDk5ICUuPC9kaXY+PGRpdiBzdHlsZT0id29yZC1icmVhazogYnJlYWstYWxsO21hcmdpbjogMC4wcHg7cGFkZGluZzogMC4wcHg7Zm9udC1zaXplOiAxMy4wcHg7bGluZS1oZWlnaHQ6IDI4LjBweDtmb250LWZhbWlseTogYXJpYWw7Y29sb3I6ICM0NDQ0NDQ7Ij40LiDQmtC+0LPQtNCwINC30LDQtNC90Y/RjyDRh9Cw0YHRgtGMINGB0LLQsNGA0L3QvtCz0L4g0YjQstCwINC30LDQv9C+0LvQvdGP0LXRgtGB0Y8sINC/0L7RgtC+0Log0LPQsNC30LAg0LTQvtC70LbQtdC9INCx0YvRgtGMIDEvMiDQvdCwINC/0LXRgNC10LTQvdC10Lkg0YfQsNGB0YLQuCwg0YfRgtC+0LHRiyDQvdC1INGB0YTQvtGA0LzQuNGA0L7QstCw0YLRjCDQv9C+0LvQvtC20LjRgtC10LvRjNC90L7QtSDQtNCw0LLQu9C10L3QuNC1INC90LAg0YHQv9C40L3QtSDQuCDQs9C10L3QtdGA0LjRgNC+0LLQsNGC0Ywg0LrQvtGA0LXQvdGMINC60L7RgNC90Y8uPC9kaXY+PC9wPg==
Продавец:国内外名牌焊材
Рейтинг:
Всего отзывов:0
Положительных:0
Выберите вариацию / цвет
- 2.5mm
- 2.0mm
- 1.6mm
Добавить в корзину
Другие товары этого продавца



¥651 374руб.
¥952 008руб.
¥1202 536руб.
¥ 69 65.551 386руб.
- Информация о товаре
- Фотографии
| Цвет: | 1.6mm, 2.0mm, 2.5mm |




| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


| ||||||||||||||||||||||||||||||||||||||||||||||

 | Название события:Полный сокращение скидка Время деятельности: 2018.08.31-2018.09.30 Один заказ заполнен100Юань, минус5Юань, бесплатная доставка (без учета: Синьцзян, Тибет, Тайвань, Гонконг, Макао, за рубежом) |
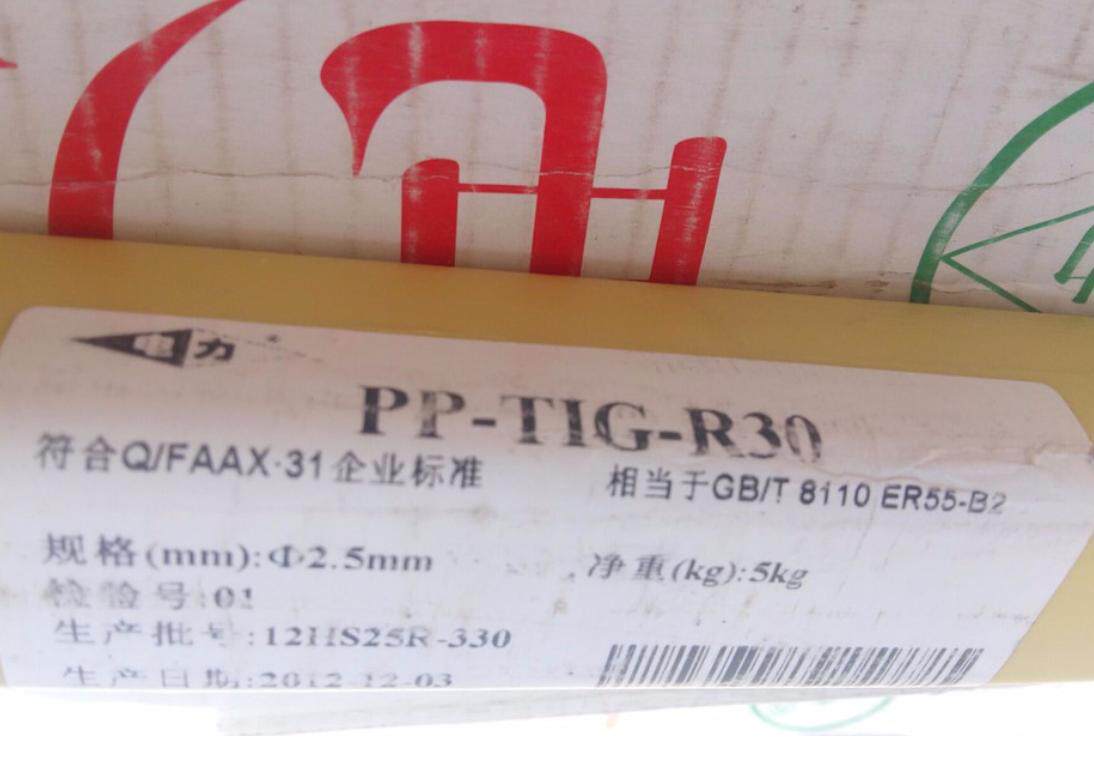
PP-TIG-J50 представляет собой чередующуюся дуговую проволоку с углеродистой вольфрамовой вольфрамотой.Металл сварного шва обладает превосходной пластичностью, вязкостью и сопротивлением трещин, особенно на вязкости с низкой температурой.Сварные суставы прекрасны, а сварки хороши.
Химический состав сварки проволоки (%Полем
элемент | C | Mn | Si | Cr | Mo | V | Ni | S | P | Cu |
стандартное значение | 0.05~ 0.12 | 1.20~ 1.50 | 0.60~ 0.85 | ≤ 0.20 | ≤ 0.10 | ≤ 0.05 | ≤ 0.30 | ≤ 0.015 | ≤ 0.020 | ≤ 0.30 |
Пример | 0.064 | 1.33 | 0.67 | 0.06 | 0.001 | 0.01 | 0.04 | 0.010 | 0.013 | 0.06 |
Механические характеристики металла Мелвина
Пилотные проекты | предел прочности Rm / MPa | Урожайность Rp0.2 / MPa | Удлинение A / % | -30 ℃ Навыки поглощения воздействия AKV / J |
стандартное значение | ≥490 | ≥400 | ≥22 | ≥27 |
Пример | 540 | 435 | 33 | 186 |
Сварная спецификация
Диаметр сварочного провода / мм | 1.0 | 1.2 | 1.6 | 2.0 | 2.5 |
XРадио обнаружение:Уровень ⅰ.
Меры предосторожности:
1. Загрязняющие вещества, такие как ржавчина, покрытие, загрязнение нефти, вода и примеси, должны быть выплачены перед сваркой.
2. Скорость ветра окружающей среды во время сварки должна составлять менее 1 м / с.Сварки должны быть приняты на ветер.
3. Саламандре для сварки, AR≥ 99,99 %.
4. Когда задняя часть сварного шва заполняется, поток газа должен быть 1/2 на передней части, чтобы не сформировать положительное давление на спине и генерировать корень корня.