Импортированный американский Aktek ER5183 Алюминиевая алюминиевая сварка сварка

Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара
- 3.0 прямой батончик 1 кг
- 5.0 прямой батончик 1 кг
- 1,0 маленькая тарелка 0,45 кг
- 1,6 прямой бар 1 кг
- 2.4 прямой бар 1 кг
- 0,9 большая тарелка 7,26 кг
- 1,2 маленькие тарелки по 0,45 кг
- 1,0 большая тарелка 7,26 кг
- 1,6 большая тарелка 7,26 кг
- 4.0 прямой батончик 1 кг
- 2.0 прямой бар 1 кг
- 1,2 большая тарелка 7,26 кг



| Цвет: | 1,0 маленькая тарелка 0,45 кг, 1,2 маленькие тарелки по 0,45 кг, 1,6 прямой бар 1 кг, 2.0 прямой бар 1 кг, 2.4 прямой бар 1 кг, 3.0 прямой батончик 1 кг, 4.0 прямой батончик 1 кг, 5.0 прямой батончик 1 кг, 0,9 большая тарелка 7,26 кг, 1,0 большая тарелка 7,26 кг, 1,2 большая тарелка 7,26 кг, 1,6 большая тарелка 7,26 кг |
1. Классификация алюминиевых сплавов и соответствующие сварочные материалы:
1, Чистый алюминий(1xxxряд), очень хорошая свариваемость, соответствующие сварочные материалы:ER1100иER4043
2, Алюминиевый медный сплав(2xxxряд), плохая свариваемость, соответствующие сварочные материалы:ER4043,ER4015,ER2319
3, Алюминиевый марганский сплав(3xxxряд), очень хорошая свариваемость, соответствующие сварочные материалы:ER4043,ER5356
4, Алюминиевый кремниевый сплав(4xxxряд), обычно используется для изготовления сварочной проволоки(4043,4047)
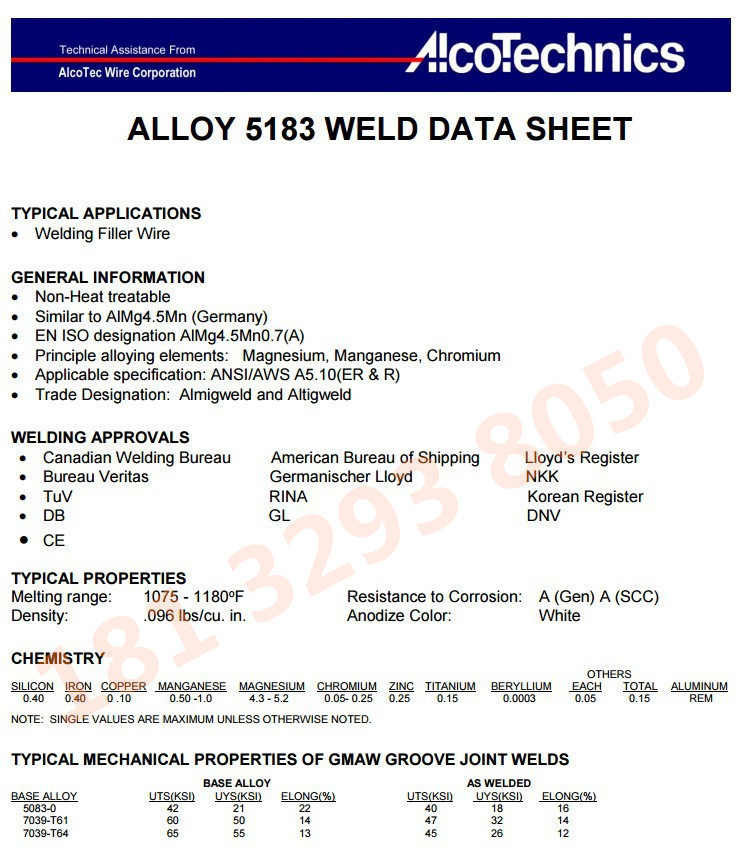
5, алюминиево-магниевый сплав(5xxxряд), высокая прочность, хорошая свариваемость, соответствует сварочной проволоке:ER5356,ER5183Подожди
6, сплав алюминия, магния и кремния(6xxxряд), наиболее широко используемый, хорошая свариваемость, соответствующая сварочная проволока:ER5xxx,ER4xxx
7, алюминиево-цинковый сплав(7xxxряд), высокой прочности, применяется в авиастроении, с плохой свариваемостью и легким растрескиванием, соответствующая сварочная проволока:ER535(только7005и7039Материнский материал)
8, другие алюминиевые сплавы(8xxxряд), плохая паяемость
2. Алюминиевый сплавMIGТребования к сварочному оборудованию:
1ОКРУГ КОЛУМБИЯCVИсточник сварочного тока или импульсный источник питания
2, механизм подачи проволоки и сварочный пистолет «тяни-толкай».
3, Контактный наконечник для сварки алюминия(Диаметр отверстия немного больше, чем у углеродистой стали.)
4, соединительный кабель
5,100% Arи расходомер(ТакжеAr+Heсмешанный газ)
3. Подготовительные работы перед сваркой.(Очень важно)
1, Очистите масляные пятна на свариваемой детали.(Ацетоновая салфетка)
2. Используйте проволочную щетку из нержавеющей стали или специальный шлифовальный круг, чтобы удалить оксидную пленку в месте сварки.(По меньшей мере20мм диапазон)
3, например, сварочный пистолет с водяным охлаждением,Убедитесь, что нет утечек
4, Убедитесь, что сварочная проволока чистая и не повреждена.
5, Убедитесь, что колесо подачи проволоки и шланг подачи проволоки находятся в хорошем состоянии.
4. Параметры сварки(только для справки)
1Выбирайте различные типы и диаметры сварочной проволоки в зависимости от материалов и толщины пластин.
2, Часто используемые характеристики сварки
3,0.8сварочная проволока мм(Меньше чем3Миллиметр):WFS:12-15m/min,I=70-130A,U=17-21V, скорость сварки=600-1125mm/min
4,0.9сварочная проволока мм(Меньше чем5Миллиметр):WFS:10-12m/min,I=145-175A,U=20-22V, скорость сварки=600-1125mm/min
5,1.0сварочная проволока мм(Доска густой5Миллиметр):WFS:8-12m/min,I=150-200A,
U=22-24.5V, скорость сварки=600-1125mm/min
6,1.2сварочная проволока мм(Доска густой5Миллиметр):WFS:7.5-10m/min I=190-220A,U=22-26V, скорость сварки=600-800mm/min
7,1.6сварочная проволока мм(Доска густой5Миллиметр):WFS:5-8m/min,I=240-330A,U=24-30V, Скорость сварки=400-800mm/min
5. Примечание:
1, характеристики угловой сварки немного больше, чем спецификации стыковой сварки, характеристики вертикальной сварки и потолочной сварки немного меньше, чем указанные выше.
2,ER4043 (ER4XXX) Предел удаления сварочной проволоки, ER5356(ER5XXX)Возьмите верхнее предельное значение.
3, расход защитного газа:10-20L/MIN, больше при сварке сверху, больше при использовании толстой сварочной проволоки.
4, Длина сухого удлинителя сварочной проволоки:12-15mm
5,Метод перехода: реактивный переход(Spray arc transfer)
6, полярность:DC+ (DC обратный)
6. Навыки эксплуатации
1, при полуавтоматической сварке всегда используйте левый метод сварки.(При сварке с правой стороны форма сварного шва очень плохая, поверхность черная, легко возникают дефекты непроваривания.), обратная сварка при замыкании дуги10мм для устранения кратерных трещин.
2, При вертикальной сварке всегда выполняйте сварку вертикально вверх.
3, При автоматической сварке ось сварочной горелки и сварной шов находятся в направлении движения.(Неважно, левый или правый)в95-100Угол угла.
7. Применение сварочных материалов из алюминия и алюминиевых сплавов.
Чистая алюминиевая сваркаER1100
Производительные характеристики: чистый алюминиевый сварка, алюминиевое содержание≥99.5%,Он обладает превосходной коррозионной стойкостью, высокой теплопроводностью и электропроводностью, а также отличной технологичностью.Идеально подходит для анодированных материалов, когда требуется подбор цвета, рекомендуется для сварки.1000Серия из алюминиевого сплава.Типичный химический состав:Si≤0.03,Cu≤0.002,Zn≤0.013,Fe≤0.18,Mn≤0.003,ALОстальная часть широко используется в железнодорожных локомотивах, электроэнергетике, химической, пищевой и других отраслях промышленности.