Плавающая ручка -ручка с ножом Регулируемая re -Blade Чип автоматический





Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара
- НЕ -СТАНДАРДА Консультация
- ER32
- ER25




| Цвет: | ER25, ER32, НЕ -СТАНДАРДА Консультация |




Плавающая ручка -ручка с ножом Регулируемая re -Blade Чип автоматический
  плавающий держатель инструмента, Плавающая ручка перезагрузки на машинном инструменте или автомобильном фрезерном композитном станок для машин для столбцов.Плавающая ручка ножа re -Blade принимает специально разработанный механизм, так что ручка может плавать в осевом направлении или плавать в вертикальном пространстве в вертикальном пространстве, чтобы компенсировать ось высоты или в горизонтальной оси или при нагревании Строительный инструмент, установка заготовки, повторный перевод и т. Д. Ошибки в вертикальном пространстве.



Плавающая ручка -ручка с ножом Регулируемая re -Blade Чип автоматический
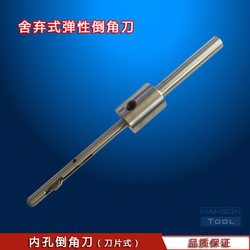
Плавающая шарнирная ручка ножа -Аутоматическая растягивающая ручка с плавающим рогом с плавающими полями
Плавающая ручка ножа разделена на 3 типа:
1. Плавающая параллель по оси;
2. Угол вертикального пространства плавает;
3. Плавание в угловой параллельной с осевым и вертикальным пространством одновременно;
Есть много способов ввода интерфейсов плавающей ручки ножа, включая BT, HSK, CAT, DIN, JT, ручка конуса MO и прямая ручка и т. Д.;
Есть много способов вывода, включающие: ER Pinch, Mo's Cone и прямая графическая фиксация.
  Плавающая шарнирная ручка(Плавающий держатель инструмента), плавающая ручка re -Re -bladder для мельницы из колонны, машины с ЧПУ или транспортным средством и композитный станок для транспортного средства.Плавающая ручка ножа re -Blade принимает специально разработанный механизм, так что ручка может плавать в осевом направлении или плавать в вертикальном пространстве в вертикальном пространстве, чтобы компенсировать ось высоты или в горизонтальной оси или при нагревании Строительный инструмент, установка заготовки, повторный перевод и т. Д. Ошибки в вертикальном пространстве.Плавающая ручка ножа для ножа re -Blade используется в основном при необходимости обработки прямой кишки с высокой точки зрения.
I. Традиционное мастерство прямой кишки, основная ось машинного инструмента и повторного труда -жесткое соединение, а ошибка накопления велика. Коаксиальная ошибка режущего лезвия шарнира и основной вал неизбежен. Во время обработки Вращение веретена, должно быть много плохих последствий;
1. Фактическая траектория поворота лезвия режущего лезвия режущего больше, чем диаметр прямого прямо и не может контролироваться. Следовательно, фактический размер обработанного отверстия является большим и нерегулярным;
2. С входом переоборудование постепенно проникает в поры. Ошибка той же вала и вращающаяся центробежная сила рифа, а основной вал связаны с полями заготовки.“ роговой нож”.
3. Под общим действием той же ошибки оси и вращающейся центробежной силы, переоборудование эквивалентно точке -вытягивающему инструменту, такому как автомобильный нож и нож. К стене.Это неизбежно приведет к вибрации и сократит жизненный цикл реалтера.
4. Из -за кумулятивной ошибки жесткого соединения, вращающейся центробежной силы, вибрации, генерируемой резкой некоторых лезвий и т. Д. не достигаются.
Во -вторых, использовать“ плавающая ручка шарнира&Rdquo; процесс перепродажи,“ плавающая ручка шарнира” внутренняя специальная структура может достичь непрерывного осевого отклонения и радиального перевода, так что центр зажима корпуса всегда может окружить центр машинного инструмента. Отклонение центра обработки отверстия и устранение радиального избиения, вызванного поворотом, вызванным по основной оси машинного инструмента, так что весь процесс обработки шарниров всегда согласуется с центром отверстия для обработки;
1. Он может автоматически найти центр обработанного отверстия с помощью удержания шарнира, автоматически регулировать основную ось и убедиться, что центральная линия пилота параллельна;
2. Основная ось машинного инструмента пропускает крутящий момент с гибкой до вращающегося повторного клинка через плавающую ручку шарнира;
A. Ректиративность гибко, стабильна и равномерно завершена в течение всего процесса обработки прямой кишки, так что диаметр порта -порта
B. Основная ось и центр корпуса корпуса, разрезая центр настройки, всегда перекрываются в центре обработки. 5 раз больше жизни прямой кишки;
C. Когда обработка будет глубже, шарнир непрерывно укрывается при условии не -одежды re -Re -re -re -orn. уменьшает инвестиции в основные средства.
3. Вспомогательное рабочее время, такое как изменение меча, сочетание ножа и т. Д.
4. Уменьшите высокие требования к точности машинного инструмента. Обычные точки, бурные машины и т. Д. Также могут обрабатывать высокие отверстия.
Станок
Линия, фрезерные машины, обработки, бурные машины, специальные самолеты и т. Д.
Ручка с плавающей заново
Radialspiel (макс мм) |
1 |

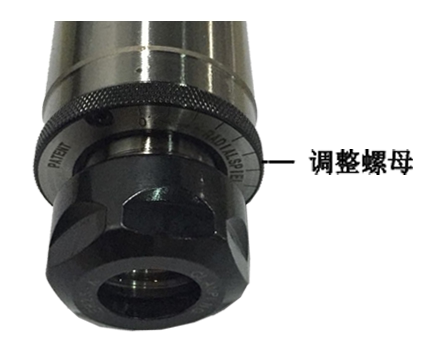
1. Когда концентрированный рукав полностью затянут, радиал заблокирован и плавучий зазор нет.Каждое вращение концентрированной поверхности пластины втулки вращается, радиальное плавающее расстояние увеличивается на 0,08 мм, а максимальный радиальный зазор составляет 1 мм.
2. Структурная конструкция внутри ручки может достичь максимальной осевой линии оси° свободно плавает в пределах диапазона и автоматически компенсирует угловое отклонение между центром отверстий и основной осью машинного инструмента.
Состояние отклонения, которое может существовать во время тростников

Шаги по исключению вышеуказанного отклонения:
1,  отдельная операция компенсации радиального отклонения:
Затяните регулировку гайки, затем медленно развернитесь, а затем затяните рукав сердца и медленно поверните назад, пока не будет полностью исключена ошибка различной оси в шпинделе инструмента и центр предварительного обработки отверстия.
2,  в то же время операция исправления радиального отклонения и углового отклонения:
Отрегулируйте гайку и концентрированную рукав, чтобы повернуть вправо к плотному, затем поверните гайку влево, чтобы калибровать ошибку угла;
