- Таобао
- Техника
- Бытовая техника
- Прочая бытовая техника
- 547757732562
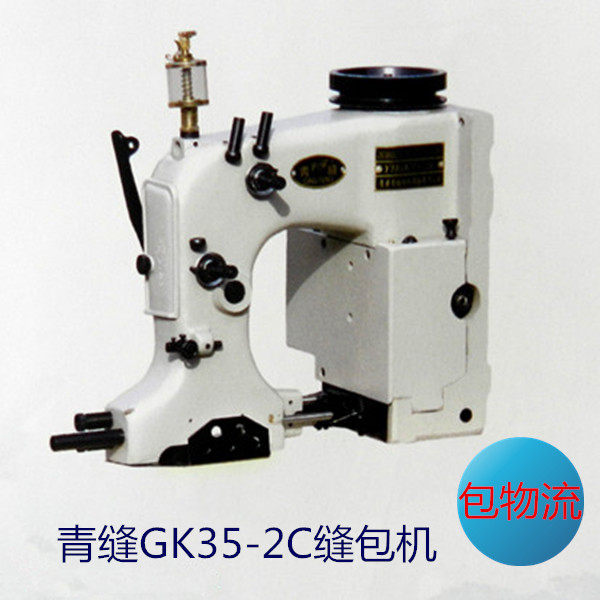
Бесплатная доставка зеленое шитье YHGK35-2C Швейная машина Blue Seam GK35-2C Woven Bag Machine
Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара





- Информация о товаре
- Фотографии












[本店配件齐全,需要时,请联系店主。]

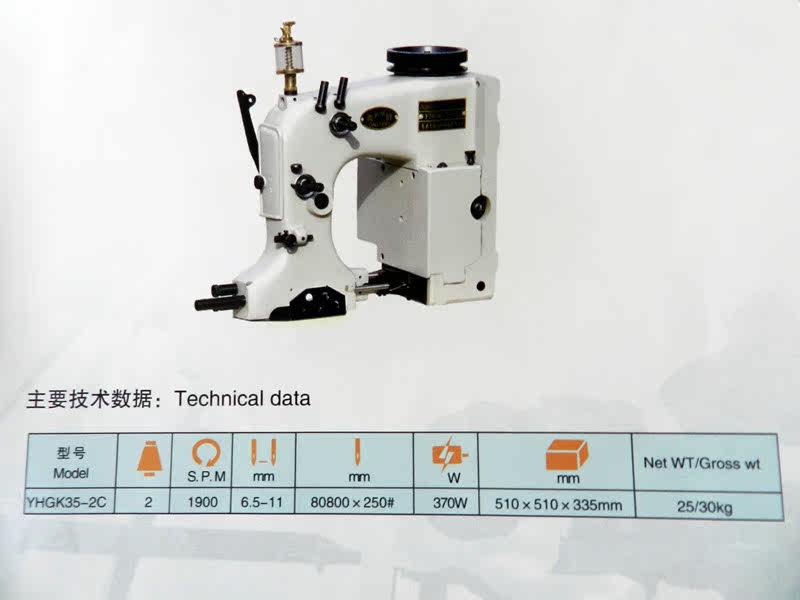
[GK35-2C封包缝纫机]
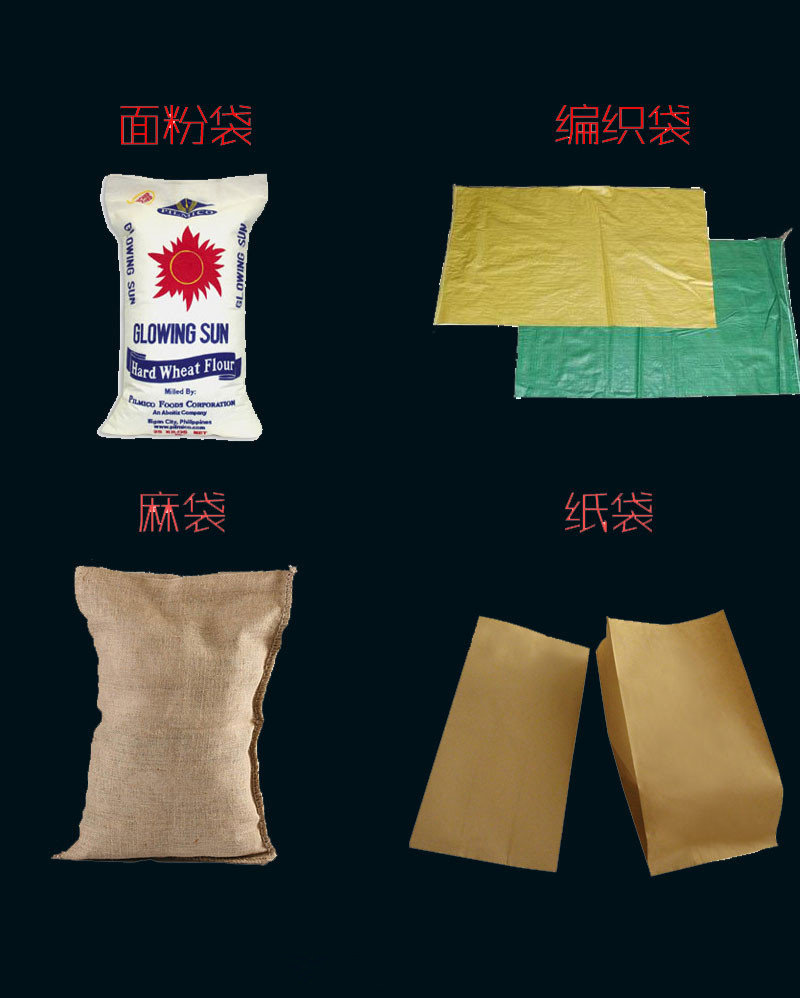
[GK35-2C型封包机,适用于粮食、化工、港口、建材等行业,用于对塑料编织袋、麻袋、纸袋、布袋等的封包缝口使用。该缝包机采用脚踏开关控制启停机,内藏式切刀剪切线辫,关键部位采用优质合金钢和合金铜耐磨材料,使用寿命长,维护方便。(同德国80800C型封包机)]
[最高缝纫速度:2000r.p.m. ]

[青缝牌YHGK35-2C缝包机机头、输送带、立柱、控制箱、马达全套,见链接(选中即可打开):]
[https://item.taobao.com/item.htm?id=528571043403]
[说明:]
[本店所售宝贝,均为原厂正品,保证质量,请放心购买。]
[物流与运费:]
[非偏远地区包物流(不包快递),物流都可以到县区,到货后,需要自提。][到货后,货运部会电话通知您到货消息及提货地点。物流一般3-7天到货,不排除个别地区,到货时间会更长一些,收货期间,请保持电话畅通。]
[自动显示的运费,是准确的][,需要补运费差价的地区,已设置运费,不议价,拍下即可,下午我们会看单发货。]
[买家也可选择货到付运费或货到付款,具体联系掌柜。]
[安装:]
[如果您在安装上有不理解的地方,我们可以给您安装视频或安装图片,也很愿意回答您的安装调试问题,请不要担心!]
[收货:]
[我们在发货前一定会检查质量,没有问题才会发货,货到后万一有损坏,请拒签,这样物流公司就可以直接把宝贝退给我们,我们会第一时间给您重新发货,其中运费由我们承担。同时,致电我们,这样我们才能向物流公司索赔,保障买卖双方的权利。]
[如果签单后再向我们提出任何商品外观等肉眼可以鉴别的问题或缺损,那么感到抱歉,我们和物流公司都无法受理了,一切损失由买家自己承担了,注意先拆包装检查货物是否完整再签字才是硬道理!]
[本品一经售出,无质量问题概不退回,因此在售前须和客服沟通好,要退回的买家需自理来回运费。]
[售][后][:]
[本品保修一年(不含零件费及运费),一般的状况,我们可以在线或电话指导您,特殊情况也可以视频指。保修期内,如有必需,请将机头寄回本店。任何缝纫机品牌都没有全国联保,本店配备专业维修人员,所有配件齐全,请不必担心!]
[评价:]
[如果我们的宝贝您满意,请一定给个好的评价,记得是全五分哦!如果我们的宝贝您不满意,请及时联系我们,我们一定服务至您满意为止!]
[不联系我们,随意给中差评的请不要来哦!]
[友田牌GK35-2C机头:]
[GK35-2C型封包机的调整及维护:]
[该机广泛用于粮食、制糖、港口等行业各类盛装物袋(塑料编织袋、布袋、牛皮纸袋、麻袋)的封包缝纫。其技术状态好坏直接影响到全自动包装线能否正常运行,因此封包机的调试及维护工作十分重要。]
[1、调整技术封包机主要调整部位为弯针、针杆、送料机构、输线机构、机针、压脚压力、剪刀机构(切刀)等。]
[1.1弯针的调整为确保勾线成功,必须调整好弯针与机针的相对位置。]
[1)弯针]&[ldquo;吃势]&[rdquo;的调整(弯针摆动定位)首先测量弯针小连杆2球孔中心距是否为69.6~70.2mm,再用手顺时针转动皮带轮,使弯针在右极限时(向右退足)针尖至机针中心的距离为8mm,若不符,可放松弯针外曲柄上的2只螺钉来进行左右移动的调整。调整时应用手夹紧外曲柄与内摇杆,使之无窜动。]
[2)弯针轴向间隙的调整(前后位置定位)弯针与机针的轴向间隙为0.08~0.13mm。如果间隙过大,在缝纫过程中容易出现跳针及弯针不能勾线等现象;间隙过小,在缝纫厚料或操作不当(硬拉)时,将导致机针偏斜刺料,或出现互相擦碰,同样也会产生弯针不能勾线及跳针现象。]
[调整方法是,首先检查弯针的2个紧定螺钉是否顶紧弯针柄部的扁身,再略旋松弯针小偏心摇杆的螺钉进行前后摆动的调整。调整时小偏心连杆应在弯针小偏心中心。]
[1.2针杆的调整]
[1)机针的安装机针应挺直,针尖锋利,针眼无毛刺,无明显磨损。如机针不符合上述要求则应更换。装机针时必须把针眼处的凹形面朝向前方(缝料送出方向),机针柄必须插到底,再锁紧针杆螺母。]
[2)针杆的高度调整应配合弯针运动位置而调节。调节方法为先用手顺时针转动带轮,使弯针与机针交合时弯针尖超出机针左边1~1.5mm,机针孔的上方须和弯针的底边基本齐平,若不符,则可稍松机针杆联轴节上的螺栓进行调整。因为两者有着相互配合动作的运行规则,使之完成刺料、勾线、成环的工作过程,所以上述弯针、机针两者的调整应同步进行。]
[1.3送料机构的调整]
[1)针距长度的调整根据用户的要求在6.5~11mm的范围内进行调节。调整方法是,先松开紧固在送料连杆上的厚螺母,通过牙架座扇形槽中的针距调节螺钉作上下移动的调节,送料连杆下降使针距加大,上升则使针距缩小,调至所需针距后务必拧紧调节螺钉上的螺母;同时应调整护针块和机针的间隙,基本尺寸为0.08~0.13mm。需要注意的是,调到大于原来的针距时应先把护针块向底调平,待调成所需针距后,再调好间隙。]
[2)送料牙的高度该高度根据包装袋材料的质量及厚度来确定,送料牙通常高出针板上平面的尺寸为1.8~2.2mm。送料牙调节过高会与针板相擦,出现倒送缝料与线辫倒抽现象。]
[1.4输线机构的调整]
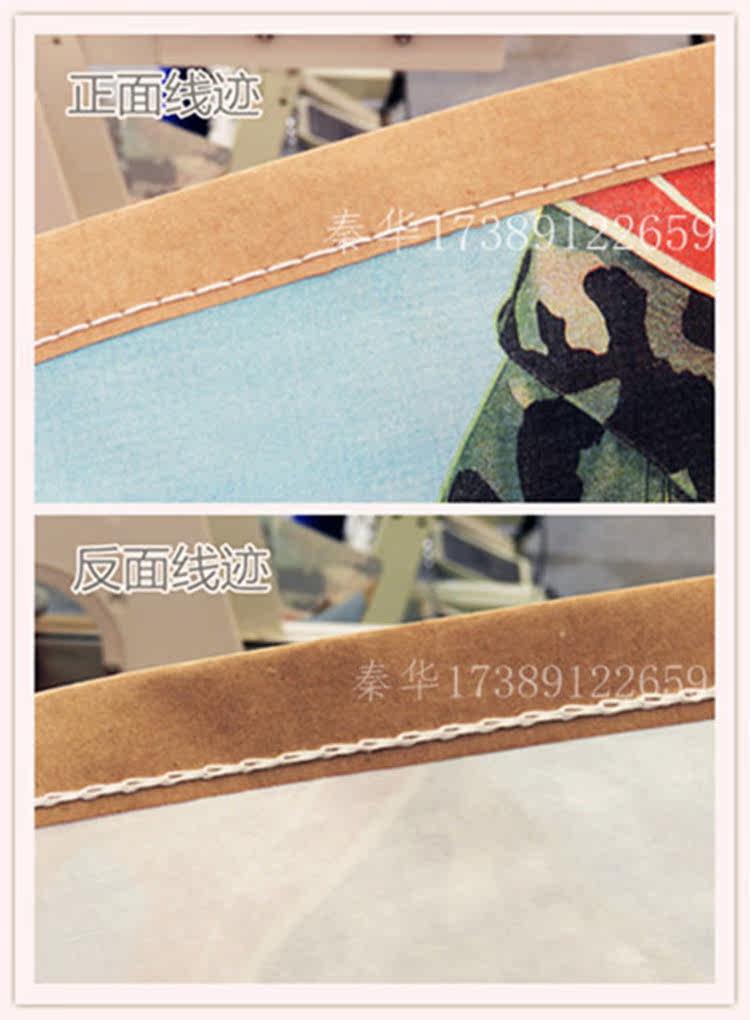
[1)缝线张力的调整面线(上线)、底线(下线)的缝线张力是由2只夹线器调节的,通常缝线张力是面线大于底线,调整夹线器要根据初缝时线迹的松紧来进行。调整张力后线迹若仍偏紧或偏松时,应调整面线的线量调节杆与底线的弯针挑线机构。]
[2)输线时间与输线量的调整底线、面线的输线时间与输线量的调整是由线量调节杆与弯针挑线机构控制的,必须根据缝料厚度的变化与针距的调整作相应的调整。面线的输线量由线量调节杆上下位置的调节来调整,底线的输线量与收输线时间由弯针挑线机构来调整。弯针挑线的主要工作循环通过动片的左右摆动,使底线在动片的圆角处起到收线、放线的作用,其调整的好坏直接影响到缝纫的质量及线迹的美观。调整时拧松外曲柄上的螺钉使动片上下调整,动片调上可延迟底线的释放时间,反之底线则提前释放。一次调整后要看释放底线的时间及弯针成环情况及线迹是否美观,面线、底线松紧是否基本一致等。]
[1.5压脚压力的调整][压力的大小取决于缝料的厚度,缝薄料时须减小压力,反之,则增大压力。][当缝料推送顺畅,针迹均匀时,切勿再增大压力,以缓减机件磨损。调节压力时旋进2只调压螺套可增大压力,旋出则减小压力。]
[1.6剪刀(切刀)机构的调整该机的线辫切刀由机械装置驱动。][切刀定片由螺钉固定在车壳底座前端的斜槽中,切刀动片由螺钉固定在剪刀架槽中随机器运转而往复动作。切割时动片刀刃应超过定片刃0.5mm。调整时拧松调节螺钉,调至符合要求后重新拧紧。切刀定片与切刀刀尖应高于针板下平面0.3~0.5mm。切刀动片和切刀定片之间的侧向压力是由弹簧产生的,其大小应根据切割线辫时的实际需要而定。拧松弹簧挡圈螺钉作减小或增大压力的调节,调好后重新拧紧螺钉。]
[2、故障处理常见故障有断线、跳针、断针、线迹不匀、送料呆滞、机器沉重、噪声大等。各种故障现象及其处理办法如下。]
[2.1断线]
[(1)线路穿错或缝线卡住:重新穿线或进行调整。]
[(2)缝线质量差:采用拉力强度好的缝线,可用20s/3涤纶线。]
[(3)缝线张力过紧及输线量不足:缝线紧时应放松夹线器的压力,输线量不足时应适当调高线量调节杆或挑线动片,使缝线有一定的放线长度。]
[(4)机针深度过低:按说明书进行调整。]
[(5)弯针与机针的运动位置相配不正确,弯针与机针的运动时间不相配,使弯针形成的三角线环不佳,导致机针套三角线环与收线不好而缠线后断线:按说明书上的机针与弯针相配合的正确位置进行调整。(6)机针柄没有插到底:机针是易损件,需经常更换,如果换针时草率操作,没有把机针柄插到底,就使机针位置加深而断线,应检查调整。]
[2.2跳针(脱环)]
[(1)机针凹形面反装、装偏及与弯针配合间隙过大或过小:机针凹形面装偏,机针与弯针配合间隙过大,都会造成弯针勾不住面线而跳针。机针凹形面装反、装偏、间隙过小容易使弯针与机针相碰,也会勾不住线而产生跳针现象。机针的正确安装为凹形面朝前与弯针运动方向相平,机针与弯针的间隙为0.08~0.13mm。]
[(2)机针弯曲:缝纫厚料或操作时强拉硬扯都会造成机针弯曲,而机针弯曲容易出现跳针等不良现象。缝厚料时应保证护针块的正确间隙;用正确的方法操作。]
[(3)机针与弯针运动位置配合不协调:检查机针与弯针的运动位置,并按说明书的要求进行重新调整。]
[(4)弯针挑线动片位置过低:弯针挑线动片位置过低会产生过早释放底线,应提高挑线动片的高度,延迟释放底线。]
[(5)机针过高:调整针杆深度,使弯针勾住面线。]
[(6)缝线张力过小:检查线迹,调节夹线器,面线稍紧底线松。]
[(7)针杆轴套松:用专用打棒更换轴套。]
[2.3断针]
[(1)机针与弯针、护针块相碰:保证机针与弯针、护针块配合间隙为0.08~0.13mm。]
[(2)机针弯曲:调整护针块的配合间隙,缝纫时不得强拉硬扯。]
[(3)缝线张力过紧,导致机针弯曲与弯针相碰而断针:均匀调松夹线器张力。]
[(4)输送机速度过快或硬拉缝料,造成机针弯曲而断针:及时调整输送机与封包机的匹配速度;缝纫时操作工不得硬拉缝料。]
[2.4线迹不匀]
[(1)送料牙过低或齿牙磨损:调整送料牙高度,齿尖应高出针板上平面1.8~2.2mm,齿牙磨损较大时应更换送料牙。]
[(2)输线时间不协调或输线量不正确:上下调整线量调节杆或动片,同时夹线器应配合调整。]
[(3)送料牙与压脚配合平度差:更换送料牙或压脚。]
[2.5送料呆滞]
[(1)送料牙过低磨损齿牙:调整送料牙高度,齿牙磨损过大则应更换。]
[(2)压脚压力过小:旋入两压杆调节螺套,增加压脚压力。]
[(3)送料偏心紧定螺钉松动:拆开送料连杆,拧紧紧定螺钉、螺母。]
[2.6机器沉重]
[(1)传动带过松:适当调紧。]
[(2)运动部位缺油或积污导致咬紧:检查各润滑点并清除污物,加注润滑油或更换损坏的零部件。]
[2.7噪声大]
[(1)传动组件配合间隙过大:立即更换零件或调整间隙。]
[(2)固定螺钉、螺母松动:检查各部位组件之间是否松动与相碰,上紧各紧固螺钉、螺母。]
[(3)部位缺油:检查各油路,清除油路内尘埃并注入润滑油。]
[(4)装配组件配合间隙过大,在调试与维修时未注意组件的配合间隙,间隙过大导致轴向窜动而产生噪声:调整挡圈、外曲柄、轴套等组件的配合间隙.]