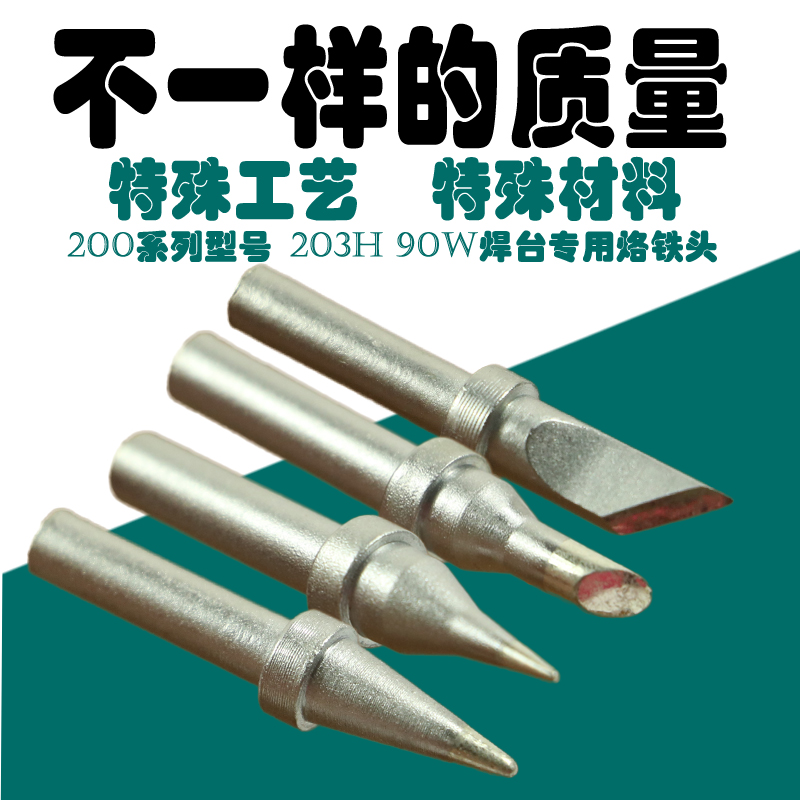
Высокочастотный сварочный столик подходит для 203H пайрьерной головки с ножом 200-k.
Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара




- Чистая медь 200-я


- Чистая медь 200-2C






| Цвет: | Фрукты 200 k (2.0) Большой заголовок ножа, Фрукты 200-я указал, Фрукты 200-b круглые головы, Фрукты 200-3C наклонная голова, Фрукты с ножом 200-кв., Фрукты 200-3,2d, Фрукты 200-2,4d, Фрукты 200-2C наклонная голова, Чистая медь 200-2C, Чистая медь 200-я |








Особенности: У железная головка B -типа не имеет направления, а сварка может быть выполнена в передней части всей пайки.
Применение применения: подходит для общей сварки. Сварные соединения размера также могут быть использованы.
Тип С (косой цилиндрический)
Особенности: Приварен с передним наклоном железной головки, который подходит для сварки, которая требует нескольких олова.
Применение применения: он подходит для сварочной среды, которая требует нескольких объемов олова, таких как большая сварка, грубая терминал и крупные сварки.
K -тип (рот ножа)
Особенности: можно использовать сварку с ножом, построенной или притягивающейся сваркой, которая представляет собой многопользовательную паячую железную головку.
Сфера применения: подходит для SOJ.PLCC.SOP.QFP.Сущность
1: Попробуйте использовать низкотемпературную сварку
Высокая температура ускорит окисление пайковой головки железа и снизит срок службы припаяя головки железа.Если температура железной головки превышает 470&Град; c, его скорость окисления 380&Град; c дважды.
2: не давайте слишком сильно
Не оказывайте слишком сильно во время сварки, в противном случае он повредит паячую железную головку.Пока головка паяльника может полностью связаться с припоями, калории могут быть переданы.Кроме того, выбор правильной пайки железной головки также может помочь теплопередачи.
3: Часто держите паяльную железную головку на олово
Это может уменьшить возможность окисления пайковой головки железа и сделать паячую железную головку более долговечной.После использования он должен быть добавлен с слегка пониженной температурой головки пайки железа, прежде чем добавить новую сварку, чтобы сделать слой, содержащий олово, лучший эффект окисления.
4: Держите припаянную головку железа чистой и очистите оксид
Если на головке с пайком железа есть черный оксид, головка паяльника может быть не на банке, и его нужно немедленно очистить.При очистке сначала отрегулируйте температуру головки железа до 250° C, очистите железную голову чистой губкой, а затем перейдите к банке.Повторите движение, пока оксид не будет очищен.
5: Выберите сварки с низким уровнем.
Высокие движения или коррозионные сварочные агенты ускорят коррозионную железу головки при нагревании, поэтому следует выбрать низкую коррозионную сварку агентов