2 Книга модели плавления модели точности кастинга+кастинг дефектный и контрмеры модели MELVE




Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара




Версия: 1 Номер страницы: Слова: Время печати: 01 сентября 2015: 16 Бумажная бумага: Пластическая бумага: будь то набор платформы: Нет международной стандартной книги №: 9787122241481
Категория:
книги>Промышленные технологии>Металлическая наука и металлический процесс
Быстро и прямо
Выбор редактора
краткое введение
Каталог
Книжная выдержка
Скачать Dangdang Reading бесплатно
Выбор редактора
1 "Практика модели Melving Model Precision Casting" 
2 
краткое введение
Plug -f -Mold Precision Casting -это процесс литья с меньшим количеством резки и резкой резки, а также отличной технологией процесса в индустрии кастинга.
Эта книга тесно сочетается с разработкой и применением текущей технологии литья и вводит метод расчета сырых и вспомогательных материалов, участвующих в процессе точного литья процесса литья расплавленной формы, а процесс наличия плавления дается для улучшения Качество качества тонкого литья, новые материалы, операции и детали операций и специальные технологии.
Эта книга имеет как принцип повествования, так и параметров процесса, а также примеры применения фабрик.
Каталог
Глава 1 Процесс литья модели MELVING
1.1 Обзор развития литья расплавленной плесени
1.1.1 История развития
1.1.2 Современное литье плавления
1.2 Процесс кастинга модели Мелвинг
1.3 Особенности фонда Melving Model Foundation
1.4 Требования к производству модели MELVEN для форм
1.5 Модель
1.5.1 модель на основе восковой основы
1.5.2 Парафинный низкомолекулярный полиэтиленовый модуль
1.5.3 Base Base Lood
1.5.4 Food Flom
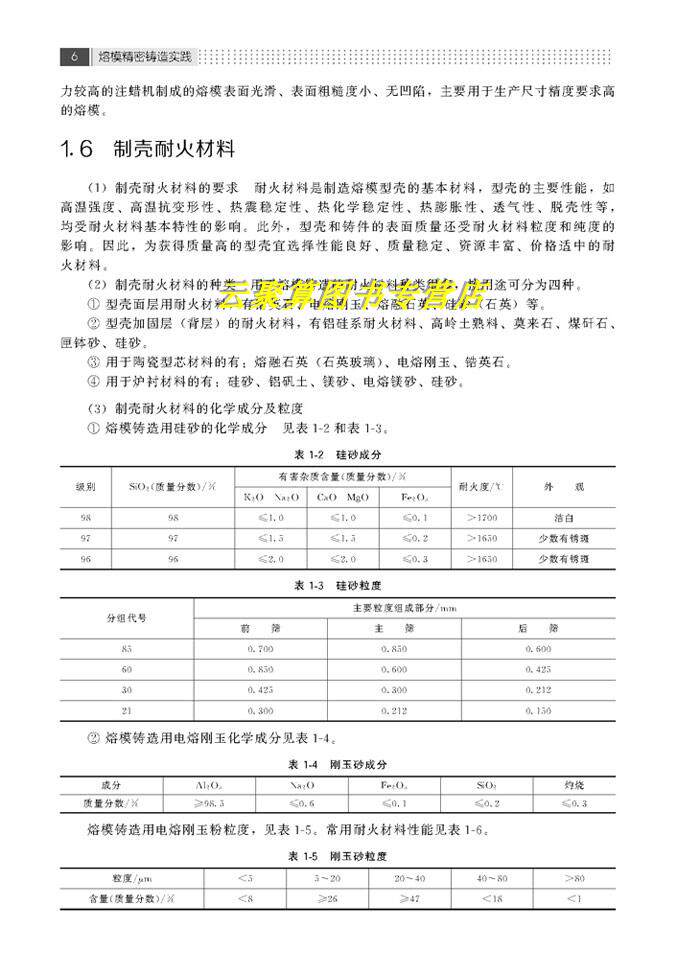
1.6 Оболочно -рефрактерный материал
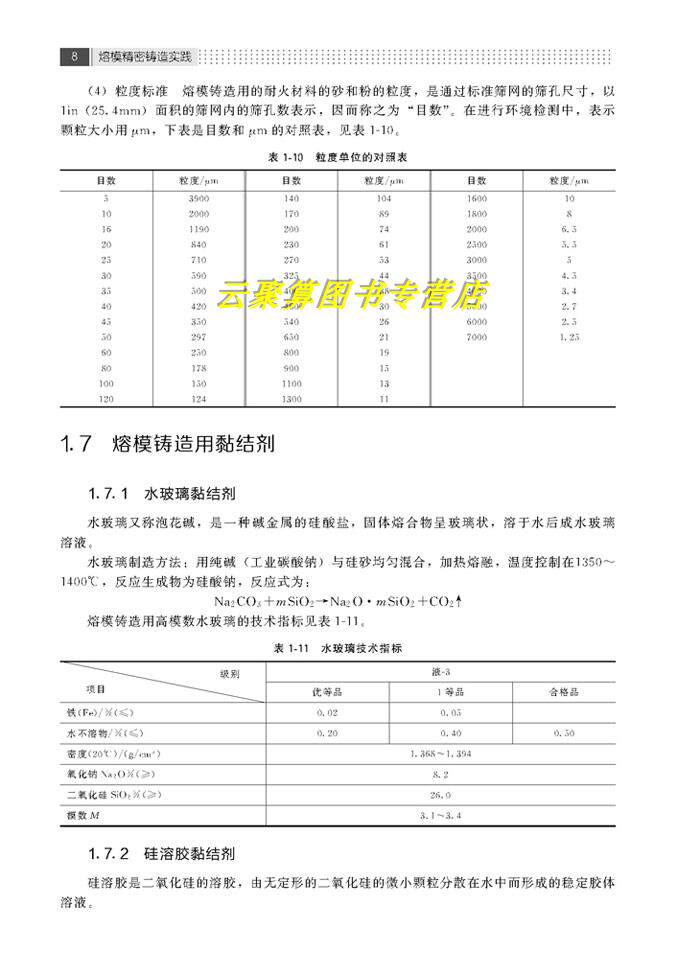
1.7 Слепительный агент для таяния литья плесени
1.7.1.
1.7.2 Силиконовый клей
1.7.3 Силикатный антидитный провидение
1,8 агент склероза кастинга Molic Plomt
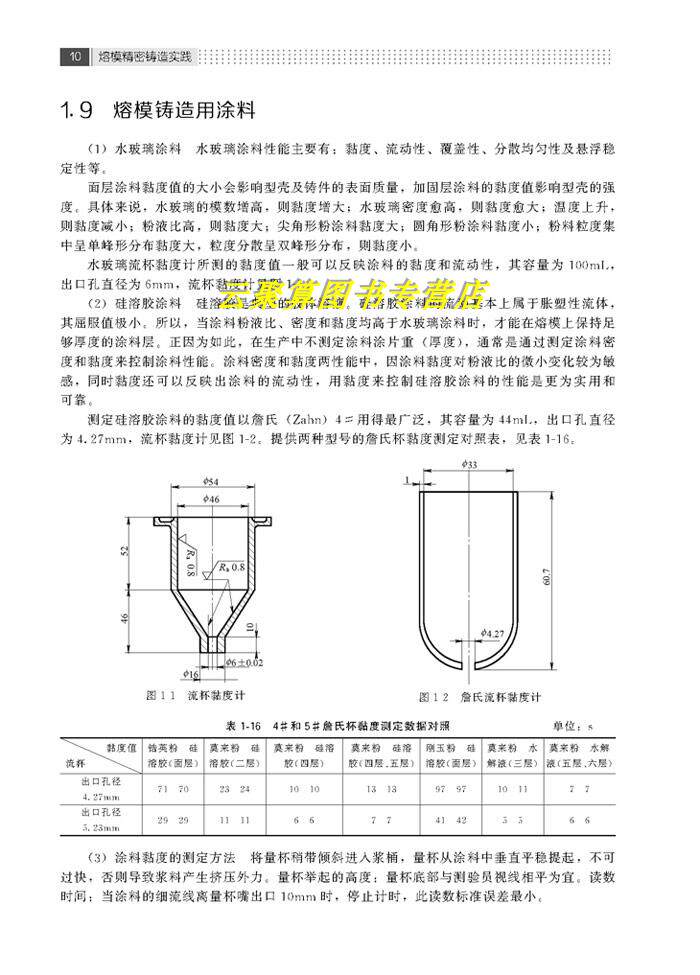
1.9 Плазма для таяния литья плесени
Глава 2 Melving Model Casting Style Manufacturing
2.1 Основная ситуация с кастингом раковины
2.2 Практика литья водяной стеклянной раковины
2.2.1 Позитивный алкоголь может улучшить свойства живописи
2.2.2 Ди -фосфат натрия может улучшить прочность оболочки
2.2.3 Улучшение и контроль качества процесса стеклянного стекла
2.2.4 Строгая работа обрабатываемого клейтного процесса водяного стекла
2.2.5 Новый тип затвердевающего агента водяной стеклянной оболочки
2.2.6 Новая разработка процесса водяного стекла
2.3 литья кремниевой раковины
2.3.1 Требования к производительности оболочки
2.3.2 Применение коррекционной заглушки -в блоках
2.3.3 Установка процессов на больших плоскостях
2.3.4 Процесс литья поддержки кастинга кадров
2.3.5 Процесс регулировки литья руки
2.3.6.
2.3.7 Поверхностное покрытие больших плоских отливок усиливается
2.3.8 Непрерывный процесс непрерывного процесса расплавленной плесени, отбрасывающей дефекты конопляной ямы улучшается
2.3.9 Исследования на процессе создания поверхностного слоя -литья расплавленной плесени
2.3.
2.3.11 Песчаное ирригацию с помощью гидреллера внутренней полости стеноза
2.3.12 Контроль ремесла турбинного плавления
2.3.13 Меры по улучшению для процесса литья в кремниевой платье
2.3.14 Улучшение и обсуждение текущего процесса приготовления оболочки таяния модельного кастинга
2.3.15 Мелофинг литья формы отрицательный давление сжатие сжатие и коагулярный процесс Производство Производство двигателя
2.3.16 Перепрыстная пульпа на лицевом слое
2.3.17 Композитный процесс оболочки
2.3.18 Контроль качества и управление растворимыми покрытиями кремния
2.3.19 Процесс тонкого литья с требованиями QI -плотности
Глава 3 Melving Model Model Casting Surface Comestance Material
3.1 Практика применения рафинированного песка (порошок) вместо 锆 锆 (порошок)
3.1.1 Добро пожаловать на стоимость потенциала копания
3.1.2 Приготовление из тонкого литья специального порошковой суспензии
3.1.3. Характеристики и поддержание изысканного литья специальной порошковой суспензии
3.1.4. Производственное применение специального песка (порошка) для тонкого литья
3.1.5 Результаты и дискуссии
3.1.6 Анализ экономических выгод
3.2 Исследование применения по улучшению обстрела нефритового порошка
3.2.1 Причина плохого обстрела слоя нефритового порошка пламени
3.2.2 Обсуждение с использованием механизма внутреннего изменения фазы материала лицевого слоя, чтобы уменьшить остаточную прочность
3.2.3 Причины и просветление поверхностного слоя из нержавеющей стали и поверхностного слоя плавления края углеродистой стали
3.2.4 Строго следуйте теории анти -натягивающего песка, чтобы внести модификацию порошка Гангю
3.2.5 Тестовый вывод
3.3 Снижение температуры спекания и влияние стеклянного слоя стекла с нефритовой поверхности
3.3.1 Механизм плохого обстрела бандитского нефритового лицевого слоя
3.3.2. Механизм микроаллера внутреннего изменения фазы решает обстрел гангю и поверхностного слоя
3.3.3. Имитация высокой температуры поверхностного слоя песка с образованием стеклянной фазы для решения обстрелов.
3.3.4 Производство внешнего материала для получения достаточной стеклянной фазы для решения обстрела нефритового слоя лица
3.3.5 Заключение
3.4 Исследование модели таяния сплава титанового сплава
3.4.1 Ранние исследования-этап материала на основе графитового материала
3.4.2 Исследование в среднесрочной перспективе-разнообразие материалов и стадий ремесленного масса на основе поверхностных слоев вольфрама
3.4.3 Недавнее исследование-керамическая стадия с расплавленной плесенью с Y2O3
3.4.4 Разработка рефрактерных материалов
Глава 4 Ядро модели расплавленной Clanted
4.1 Требования модели плавления, отбрасывающей ядро
4.2 Классификация сердечника листовой формы плавления
4.3 Практика применения Melving Model Casting Core
4.3.1 самостоятельно ядро
4.3.2 Используйте общий тип процесса песка после лечения
4.3.3 Применение самостоятельной основной технологии в производстве гетероидных отливок
4.3.4. После применения процесса литья плесени сердечника из песчаника смола
4.3.5 Разработка и применение изысканного ядра типа песка.
4.3.6 Тепловое давление в ядро типа
4.3.7 двоичный композитный ядро
4.3.8
4.3.9 Влияние содержания оксида натрия на наполнитель на качество керамического ядра
Глава 5 Плавание модели плавления
5.1 Классификация литой стали
5.1.1 Разделение в соответствии с химическим составом
5.1.2 Количество отливок
5.1.3. Механические характеристики литой стали
5.2 Сылье литой стали
5.2.1 Металлический материал
5.2.2 Влияние газа и неметаллических разных объектов на механические свойства углеродистой стали
5.3 Практика применения таяния литой стали
5.3.1 Блюд нижней части печи
5.3.2 Понимание обезвоживания среднечастотной индукционной электрической печи
5.4 Паккуумное плавление
5.5 таяния титанового сплава
5.5.1.
5.5.2 Тип теплового источника
5.5.3.
5.5.4 Исследование вакуумного сплава титанового сплава
Глава 6 Дизайн системы воспроизведения заливных
6.1 Основные моменты дизайна дизайна
6.2 Melving Model Casting and Pulling and Crowing Practice Practice System Practice
6.2.1 Процесс тонкого литья с требованиями к газовой сжатости
6.2.2 Процесс литья с засором формы Melving Antioxidant Steel Castings
6.2.3 Практика проектирования системы тонкого литья клапана
6.2.4 Проектирование и расчет подделки
6.2.5 Аэрофотосъемки и практики воздушной системы
6.2.6. Применение круговой дороги в вилке
6.2.7 Процесс точного литья для компонентов титанового сплава двигателя
6.2.8cae Технология при применении листа плавления плесени
6.3 Сводка проектирования системы полива
Глава 7 Примеры
7.1 Сформулирование
7.1.1 Предложение по вопросу
7.1.2 Эксперимент и механизм
7.1.3 Параметры процесса обработки красного воска
7.1.4 Операционная программа
7.1.5 Проверка и результаты
7.1.6 Современный метод
7.1.7 Метод анализа
7.2 Применение полностью автоматического низкопроцентного воскового нажатия
7.2.1 Принципы структуры и параметры процесса
7.2.2. Примеры производства и параметры процесса
7.2.3 Опыт применения
7.3 Разработка и применение низкотемпературного воска 6 -Station Полностью автоматическая съемка
7.3.1 Дизайн
7.3.2 Эффект приложения
7.4 Улучшение энергосберегающего оборудования из утонченного листового оборудования
7.5 R & D и применение третьего поколения формовочного агента и чистящего агента
7.6 Улучшение стабильности бинарного карбо -гирометра.
7.7 Термическая обработка литой стали расплавленной плесени 2CR13
7.8 Применение Сэнди Сердца Mulk в модель Melofing Casting
Приложение Номер Статистика в лаборатории применения химии
ПРИЛОЖЕНИЕ II Золотая фазовая тестовый слой
Внимание к мерам предосторожности при использовании спектрометра для обнаружения элементов материала
Приложение четыре мела уточнения навыков хихиканья 169 Список литературы
Версия: 1 Страница Номер: Слова: Время печати: 1 августа 2015: 16 Бумажная бумага: Пакет пластиковой бумаги: Пакет желе: нет международной стандартной книги ISBN: 9787111248026
Категория:
книги>Промышленные технологии>Механическая/приборная промышленность>Процесс механического производства
Выбор редактора
«Дефектный и его контрмеры»&Ldquo; передовые технологические переводы международного производства&Один из RDQUO;Книга объединяет почти 200 различных случаев анализа дефектов в форме диаграмм.Эти случаи помогут китайским специалистам по инженерным инженерам учиться и учиться на реальных проблемах, возникающих в производстве.
краткое введение
Название, классификация, анализ и объяснение дефекта кастинга в книге; Имена сравниваются с и китайскими индексами.
Использование поставщиков в этой книге.
Каталог
Идет перевод
Оригинальная книга Предисловие
Китайская версия ПРЕДИСЛОВИЕ
1.Предисловие
2. Метод классификации имени дефекта
3. Метод анализа дефектной причины
4. Метод редактирования контента экземпляра дефекта
5. Имя дефекта и классификация
6. Дефект литья и экземпляр для контрмеры
  а) дефекты размера и формы
  б) сжимающая дыра
  C) дефекты газа
  темы истории (1) Дефекты мирового культурного наследия Эрнебрид (Железный мост)
 
e) смешанные объекты
f) дефект внешнего вида
&Nbsp; g) дефект ядра
  темы истории (2) Нара Будда
  H) дефект поверхности
  i) Организационный дефект
  Темы истории (3) Горная рефлексная печь и пушка Ли
  J) дефект перелома
  K) дефекты механических характеристик
  L) Использовать дефекты производительности
m) другие дефекты
7. Комментарий
7.1  Анализ чугунного перелома
7.2  Характерная карта фактора дефекта листа
7.3&Nbsp; неквалифицированный размер, супер плохой размер
7.4 неправильно
7.5  плохая проводимость
7.6  частичный анализ
7.7 цинк паров проникает в стену печи
7.8  Категория в «Международных дефектах кастинга»
7.9  британские, японские и хань
8. Индекс
Приложение 
Описание цены