Практическое руководство по обработке механизма, 4 -е издание 4 -го издания, Чен Хонгджун, Правила обработки механизма Правила Процесса Проектирование Струк


Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара










Название книги: Руководство по практической технологии обработки, 4 -е издание
Оригинальная цена: 299 Юань
Автор: Чен Хонгюн
Пресса: Machinery Industry Press
Дата публикации: 2016-09-01
ISBN: 9787111510697
Количество слов: 3194000
Номер страницы: 1892
Издание: 4
Переплет: Твердый переплет.
Открыто: 16

Эта книга следует за первым 3 изданием“”“&Основываясь на rdquo;, были составлены мнения и предложения многих читателей на линейке производства в последние годы, а общая структура и настройки контента книги были всесторонне пересмотрены. Основываясь на 3 -м издании книги, переписал ее на 9 глав. Основное содержимое включает в себя: обычно используемые технические материалы, проектирование правил процесса механической обработки, конструкция машинного прибора, общие материалы и термообработку, механические детали, инструменты и абразивы, технология обработки резки, технологию обработки и сборки, технические измерения и инструменты измерения. Четвертое издание этого руководства принимает текущие национальные и отраслевые стандарты, с подробным содержанием, разумной структурой, четкими уровнями, кратким языком, соответствующей технической трудностью и легкими для читателей. Это руководство может использоваться ремесленниками механической обработки, инженерами, разработчиками процессов, разработчиками процесса оборудования, производственными работниками процесса, техническими специалистами, старшими техническими работниками, а также учителями и студентами в соответствующих специалистах в инженерных колледжах.

Предисловие
Глава 1 Введение в техническую информацию 1
1.1 Общая информация 1
1.1.1 Национальный и отраслевой стандартный код 1
1.1.2 Химические символы, относительное атомное качество и плотность основных элементов 2
1.1.3 Общее преобразование единицы 3
1.2 Геометрическая техническая спецификация продукта 5
1.2.1 Предел и сотрудничество 5
1.2.1.1 Терминология и определение 5 5
1.2.1.2 Основные правила 9
1.2.1.3 Ограниченное отклонение и сотрудничество оси и валов 20
1.2.1.4 Общая терпимость 50
1.2.2 Метка и метод геометрической толерантности заготовки 51
1.2.2.1 Символ 51
1.2.2.2 Основное требование маркировки геометрических допусков с допусками 53
1.2.2.3 Метод метки 53
1.2.2.4 Правила о значении толерантности на шаблоне 62
1.2.2.5 ТОЛЕЗАНС Таблица 63
1.2.2.6 Единая толерантность не введена.
1.2.3 Структура поверхности 70
1.2.3.1 Контроль новых и старых стандартов основных терминов 70
1.2.3.2 Параметр поверхностной структуры новых и старых стандартов нового стандарта 70
1.2.3.3 Оценка параметров и численных рядов поверхностной структуры 71
1.2.3.4 Символ шероховатости поверхности, код и отмечен 72
1.2.3.5 Код шероховатости поверхности на методе рисования 75
1.2.3.6 Характеристики поверхности и примеры применения шероховатости поверхности на всех уровнях 78
1.3 Механический рисунок 79
1.3.1 Основные правила 79
1.3.1.1. Триптивная поверхность и формат 79
1.3.1.2 Заголовок и детали доски 80
1.3.1.3 Соотношение 83
1.3.1.4 шрифт 83
1.3.1.5 Рисунок 84
1.3.1.6 Символ секции 87
1.3.2 Метод рисования пикселей 87
1.3.2.1 Просмотр 87
1.3.2.2 Код 90
1.3.2.3 Раздел Рисунок 93
1.3.2.4 Локальная амплификация Рисунок 94
1.3.2.5 Упрощенный метод живописи 95
1.3.3 Размеры примечания 104
1.3.3.1 Основные правила 104
1.3.3.2 Подписание размера трех элементов 105
1.3.3.3 Символы размера 108
1.3.3.4 Упростить метод впрыска 110
1.3.4 Общие части частей 114
1.3.4.1. Закрепитель нить и резьба 114
1.3.4.2.
1.3.4.3 Метод живописи и размер прямоугольного цветочного ключа 121
1.3.4.4 Метод живописи весны 122
1.3.4.5 Центральный полюсный пресс 123
1.3.4.6.
1.3.4.7.
Глава 2 Правила механической обработки проект 143
2.1.
2.1.1 Обычно используемый термин для механического производства 143
2.1.1.1 Основной термин процесса производства машин 143
2.1.1.2 Термическая обработка работы работы 158
2.1.2.
2.1.2.1 Тип символа 167
2.1.2.2 Метод живописи различного символа 170
2.1.2.3 позиционирование, символы зажима и использование символа устройства 171
2.1.2.4 Метка Пример позиционирования, символов зажима и символа устройства 171
2.1.3 Структура продукта Craft 175
2.1.3.1 Структура продукта.
2.1.3.2 Процесс обработки резки структуры части 178
2.1.3.3 Сборка мастерства частей 191
2.1.3.4 Процесс тепловой обработки структуры части 211
2.1.4 Общие стандартные спецификации механической обработки 218
2.1.4.1 Центральное отверстие 218
2.1.4.2 Различные типы канавок 220
2.1.4.3 Части деталей круглый и назад угол 227
2.1.4.4 Радиус сферы 228
2.1.4.5 Запчасти резьбы 228
2.1.5 Общие технологические условия для резки обработки деталей 239
2.1.5.1 Общие требования 239
2.1.5.2 Общая толерантность линейного размера 239
2.1.5.3 Общая допустимость размера угла 240
2.1.5.4 Общая терпимость формы и допуска положения 240
2.1.5.5 резьба 242
2.1.5.6 Центральное отверстие 242
2.1.6 Формат файла ремесленника и заполнить правила 242
2.1.6.1 Метод номера файла ремесленника 242
2.1.6.2 Целостность файла процесса 246
2.1.6.3 Формат ремесленных правил 251
2.2 Проектирование ремесленных правил 267
2.2.1 Выбор технологии процесса 267
2.2.1.1 Основные характеристики процесса различных типов производства 267
2.2.1.2 Выбор метода обработки поверхности деталей 267
2.2.1.3 Метод изготовления и основные характеристики обычно используемых 269
2.2.1.4 Разумное сопоставление технологии конечной термообработки и защиты поверхности различных частей 270
2.2.2 РАЗРЕШЕНИЯ ПРАВИЛО НАПРАВЛЕНИЯ Общая программа 272
2.2.2.1 Анализ частей деталей 272
2.2.2.2 Выбор эталона позиционирования 273
2.2.2.3 Выбор метода обработки поверхности деталей 273
2.2.2.4 Расположение последовательности обработки 273
2.2.2.5 Определение размера процесса 275
2.2.2.6 Определение обработки отходов 284
2.2.2.7 Выбор процесса оборудования 287
2.2.2.8 Выбор режущей дозировки 288
2.2.2.9 Подготовка квоты процесса потребления материала 288
2.2.2.10 Сформулирование трудовой квоты 290
2.3 Типичные части процесса механической обработки процесса механической обработки 292
2.3.1.
2.3.1.1 Отрегулируйте эксцентричную ось 292
2.3.1.2 Одиночная дробилка 293
2.3.1.3
2.3.2 Набор частей деталей 299
2.3.2.1 Цилиндровый зуб 299
2.3.2.2 Поршни 301
2.3.2.3 Эксцентрический набор 303
2.3.3 передач, цветы, запасные части Scarleta 305
2.3.3.1. Шеховая передача 305
2.3.3.2 Конопочечное снаряжение 307
2.3.3.3. Шахта 308
2.3.3.4 Прямоугольные зубные цветочные ключи 309
2.3.3.5 Набор прямоугольных зубных цветов 311
2.3.3.6 Винт 312
2.3.4 Lianlian Parts 314
2.3.4.1 Две -отверстие 314
2.3.4.2
2.3.5 Части тела коробки 320
2.3.5.1 Скорость 320
2.3.5.2.
2.3.6 Другие типы частей 327
2.3.6.1 Блок подшипника 327
2.3.6.2 Рястое колесо 329
2.3.6.3 Плитка подшипника 330
2.4 Качество механической обработки 333
2.4.1 Точность механической обработки 333
2.4.1.1 Факторы, влияющие на точность обработки и меры улучшения 333
2.4.1.2 Ошибки обработки различных методов обработки 336
2.4.1.3 Экономическая точность механической обработки 338
2.4.2 МЕХАНИЧЕСКАЯ ОБРАЗОВАНИЯ МАССА 348
2.4.2.1. Шероховатость поверхности 348
2.4.2.2. Обработка упрочнения и остаточного стресса 354
2.4.2.3 Вибрация 355 в механической обработке 355
2.5 Обработка обработки обработки обработки 358
2.5.1 Размер размера зажима и кормления 358
2.5.1.1.
2.5.1.2 Длина зажима и отходы зажима 358
2.5.1.3 Небольшой размер остался 358
2.5.2 Сумма обработки оси 368
2.5.2.1 Количество и отклонение поверхностной обработки цилиндрической цилиндрической поверхности 368
2.5.2.2. Осевой конечный баланс обработки лица и отклонения 371
2.5.2.3. Обработка отходов слота и толерантность к допускам 374
2.5.3 БАЛЕКТЫ ИДЕЛИЧЕСКИЕ ИСПРАВЛЕНИЯ Внутреннего отверстия 374
2.5.3.1 Обработка отверстий Точность 7 -уровня (H7) базового отверстия 374
2.5.3.2 Обработка отверстий точности 8 -уровня (H8) базового отверстия 375
2.5.3.3 Используйте симпатическое полюс из каменного ножа King Kong, чтобы обработать оставшееся количество 375
2.5.3.4 Обработка Gourge Horles оставшиеся 375
2.5.3.5. Обработка глубокой отверстия оставшейся 376 после бурения однополостной тренировки
2.5.3.6 Остановка царапин 376
2.5.3.7 Полигонховые отверстия вытянуты 376 376
2.5.3.8. Внутренний цветочный ключ тянет баланс 376
2.5.4 Баланс и отклонение плоской обработки 377
2.5.4.1. Планарная вторичная грубая обработка.
2.5.44.
2.5.4.3. Сметясь количеству обработки плоской поверхности 377
2.5.4.4 Переработка плоскости осталась 377
2.5.4.5. Отклонение толщины толщины фрезерования и шлифовальной плоскости 378
2.5.4.6. Обработка и отклонение.
2.5.4.7. Количество и отклонение отходов обработки канавки 378
2.5.4.8. Оставаясь 379 обработка шлифовальной плоскости 379
2.5.4.9 Остальное количество внешней поверхности составляет 379
2.5.5 Удаление обработки обработки карбинизирующего слоя 379
2.5.6 РЕЕБЕВИВЫ ДЕЙСКИ И БОНГАТОВ 380
2.5.6.1 Толщина толщины зубов мелких зубов и рафинированных зубов 380
2.5.6.2 оставшееся количество зубов бритых зубов 380
2.5.6.3 оставшееся количество зубов с зубами 380
2.5.6.4 Диаметр более 400 мм углерода.
2.5.6.5 Оставаясь 380.
2.5.6.6.
2.5.6.7 Остальное количество обработки зубов обработки сущности конуса 380
2.5.6.8 Остальное количество обработки зубов эссенции чередового колеса 380
2.5.6.9 Снила Стоматологическая обработка оставшееся количество обработки зубов 380
2.5.6.10 Обработка обработки тонкого фрезерования и цветочных ключей 380
2.5.6.11 Обработка обработки цветочных ключей 380
2.5.7 Обработка обработки нерастворимых металлов и его сплава 382
2.5.7.1 Обработка обработки безболезненных металлов и его сплавных частей 382
2.5.7.2. Отходы обработки обработки нерастворимых металлов и его сплавных цилиндрических деталей 382
2.5.7.3 Обработка отходов обработки безбористовых металлов и его сплавных дисков.
2.5.7.4 Оставшее количество непредуметовидных металлов и части сплавной оболочки 382
Глава 3 Дизайн папки станка 386
3.1 Основы проектирования процесса и оборудования 386
3.1.1 Крафтное оборудование номер 386
3.1.1.1 Основные требования 386
3.1.1.2 Состав процесса и оборудования номер 386
3.1.1.3 Классификация и группировка процесса оборудования и групп 387
3.1.1.4 Крафтное оборудование № 396
3.1.2 Выделенный шаблон проектирования процессов и оборудования и формат файлов проектирования 397
3.1.2.1 Книга задачи проектирования оборудования специального процесса 397
3.1.2.2 Столочный столбец образец схемы сборки специального процесса оборудования, дополнительная столбец и столбец кода 398
3.1.2.3. Подробная информация о деталях специального процесса оборудования 399
3.1.2.4.
3.1.2.5 Подробная информация о специальных процессах оборудования 401
3.1.2.6. Документ по проверке оборудования специального процесса 402
3.1.2.7.
3.1.3 Позиционирование, применение символов зажима и соответствующая структура зажима Пример 403
3.2 Правила проектирования процессов и оборудования 406
3.2.1 Термин и управление процессами и оборудованием 406
3.2.2 Правила выбора проектирования ремесленного оборудования 406
3.2.2.1 Основные правила работников Дизайн 406
3.2.2.2. Процедуры выбора для рабочего дизайна 407
3.2.2.3 Технические файлы, необходимые для выбора дизайна инструментов 408
3.2.2.4 Технические и экономические индикаторы, выбранные в рамках рабочего дизайна 408
3.2.2.
3.2.2.6 Метод экономической оценки при выборе проектирования работы 410
3.2.2.7 Метод оценки экономики экономики экономики 410
3.2.2.8 Пример 410 для квоты дизайна для специальной рабочей звезды 410
3.2.3 Правила подготовки процесса и проектирования оборудования 412
3.2.3.1 Основа для подготовки Книги 412 Задача процесса и оборудования 412
3.2.3.2 Приготовление задания ремесленного оборудования 413
3.2.3.3.
3.2.4 Процедура проектирования процесса и оборудования 414
3.2.4.1.
3.2.4.2 Принципы проектирования процессов и оборудования 414
3.2.4.3 Процедура проектирования процесса и оборудования 414
3.2.5 Правила процесса и проверки оборудования 416
3.2.5.1 Цель проверки обработчика оборудования 416
3.2.5.2 Область проверки процесса оборудования 416
3.2.5.3 Основа для проверки процесса оборудования 416
3.2.5.4 Категория Проверка процесса оборудования 416
3.2.5.5 Содержание проверки технологического оборудования 417
3.2.5.6 Процедуры проверки процесса оборудования 417
3.2.5.7 Заключение проверки процесса оборудования 418
3.2.5.8 Модификация процесса оборудования 418
3.3 Специальная конструкция приспособления 418
3.3.1 Основные требования к проектированию аппарата машинного инструмента 418
3.3.1.1
3.3.1.2 Основные требования к зажимному устройству 425
3.3.1.3 Ding Ding 425
3.3.2 Стилочный приспособление обычно используется стандартные детали 435
3.3.2.1 Расположение 435
3.3.2.2 Руководство 445
3.3.2.3 Поддержка 453
3.3.2.4 Зажимая 461
3.3.2.5 Пара деталей ножа 474
3.3.3 Часто общий станок -инструмент Технические параметры 478
3.3.3.1 Модель и технические параметры кредитной линии 478
3.3.3.2 Модель и технические параметры вертикальной буровой машины 482
3.3.3.3 Модель и технические параметры буровой машины Rocker 483
3.3.3.4 Модель и технические параметры круговых фрезелью 485
3.3.3.5 Модель и технические параметры вертикальной фрезерной машины 487
3.3.3.
3.3.3.7 Модель и технические параметры Longmen Melling Machine 489
3.3.3.8 Модель и технические параметры плоскости головы быка 489
3.3.3.9 Модель и технические параметры Longmen Plane 490
3.3.3.10 Модель и технические параметры Glip Gibriography 491
3.3.3.11 Модель и технические параметры внутренней круглой шлифовальной машины 492
3.3.3.12 Модель и технические параметры Circart Cabales 493
3.3.3.13 Модель и технические параметры двустороннего алмазного слоя 494
3.3.3.
3.3.3.15 Модель и технические параметры кровати Ваджраяна 496
3.3.4 Технические требования и примеры типичных структур для специальных приспособлений 497
3.3.4.1 Lidiac Perforction 497
3.3.4.2. Бурение погибки 508
3.3.4.3 Twita Clip 517
3.3.4.4 Метка для фрезерного машины 518
3.3.4.5.
3.4 Регулируемое приспособление 528
3.4.1 Характеристики, объем и конструктивные точки регулируемых приспособлений 528
3.4.2 Пример регулируемой структуры приспособления 528
3.5 Комбинированное приспособление 531
3.5.1 Диапазон использования и экономический эффект комбинированного приспособления 531
3.5.2 Серия, категория компонентов и роль комбинированного приспособления 532
3.5.3 Типичная структура комбинированного приспособления 534
3.5.3.1.
3.5.3.2 Автомобильный клип 536
3.5.3.3 Метки, плановое приспособление 540
3.5.3.4 4 Модель 540
3.5.3.5 Расширение комбинированного приспособления 540
3,6 GM приспособления 544
3.6.1544
3.6.1.1 Исправлено 544
3.6.1.2 Роторная форма и спецификации 546
3.6.1.3 Dial 547 внутри
3.6.1.4 Зажимать внутренний циферблат 548
3.6.1.5 Источник 548
3.6.1.6 Внутреннее конусное отверстие 549
3.6.1.7 Зажитованная внутренняя коническая дыра 549
3.6.2 Chocoa 550
3.6.2.1 Cicken Heart Card 550
3.6.2.2 Карточное кольцо 550
3.6.2.3 Pllove 551
3.6.2.4 Токарный станок использует быстро -изменчивую головку карты 551
3.6.3 Dial 552
3.6.3.1c Dial 552
3.6.3.2d Dial 553
3.6.4 Clatage 553
3.6.4.1 Индивидуальный класс 553
3.6.4.2 Сингл -мощная карта 553
3.6.5 Переходная пластина 559
3.6.5.1c -Type Custom -Determined Cards 559
3.6.5.2d Setal Card -карта 559
3.6.5.3c Одиночная карта 560
3.6.5.4d одно -можветническая карта для переходной пластины 560
3.6.6 Varling 561
3,6,7 балла головы 561
3.6.7.1 Глава механического деления 561
3.6.7.2 Равное руководитель дивизии 563
3.6.8 Сэциональные инструменты с плоским тигровым тигровым зажимом 564
3.6.8.1 Размер тигрового зажима тигра для машинного инструмента 564
3.6.8.2.
3.6.8.3 Tilled Machine с плоским тигровым тигровым тигром размером 564
3.6.8.4 Snuice Tiger Tiger Specization Размер 566
3.6.9 Обычно используемый поворотный кабинет 567
3.6.10 всасывающая чашка 567
3.6.10.1 Прямоугольная электромагнитная спецификации поглощения Размер 567
3.6.10.2 Круглый электромагнитный спецификация поглощения. Размер 567
3.6.10.3 Прямоугольные характеристики постоянного магнита. Размер 567
3.6.10.4 Круглый постоянный магнитный всасывание. Размер 567
3.6.10.5 Многофункциональные спецификации электромагнитного поглощения размером 567
3.6.11 Melling Head, Plug, 镗 镗 572
3.6.11.1 Размер спецификации головки измельчения 572
3.6.11.2 Технические характеристики. Размер 573
3.6.11.3 Технические характеристики. Размер 573
3.7 Строительный инструмент Вспомогательные инструменты 575
3.7.1 Обычное вспомогательное оборудование.
3.7.1.1 Cutter 575
3.7.1.2 Cutter Prod Champ 579
3.7.1.3 Вспомогательные инструменты для обработки потоков 581
3.7.2 Вспомогательные инструменты фрезерного машины 583
3.7.2.1 Промежуточный рукав 583
3.7.2.2 Меняжный резак 587
3.7.2.3 Melling Chuck 598
3.7.3 Вспомогательные инструменты буровой машины 602
3.7.3.1 Переходной рукав, удлинитель, зажимая рукав 602
3.7.3.2 Разъем 608
3.7.3.3 Cutter 613
3.7.3.4 Чак 617
3.7.3.5 Клин 620 для ручки с плоским хвостовым конусом
3.7.4 Служные вспомогательные инструменты 621
3.7.4.1 Скучный бар 621
3.7.4.2 Скучный бар 633
3.7.4.3 Скучный держатель 634
3.7.4.4 Разъем 636
3.7.4.5 скучный рукав и втулка 638
3.7.4.6 Другие 642
3.7.5 Вспомогательные инструменты шлифовальной машины 644
3.7.5.1644
3.7.5.2 Штута разъема и винт 645
3.7.6 Кровать, вытягивающие вспомогательные инструменты 650
3.7.6.1 Разъем 650
3.7.6.2 Collet, Glench 652
3.7.6.3 Рукав, прокладка и поддержка 655
3.7.7. Вспомогательные инструменты для обработки передач. 661
3.7.7.1 Рейн -инструмент. 661
3.7.7.2.
3.7.7.3 сокет 662
3.7.8. Вспомогательные инструменты Planer 663
3.7.8.1 Строильщик слот 663
3.7.8.2 Planer Rod 663
Глава 4 Общие материалы и термообработка 665
4.1 Сталь 665
4.1.1 существительные для свойств металлов 665
4.1.2 Классификация стали 666
4.1.3 Метод обозначения сортов стальных продуктов 667
4.1.4 Типы, свойства и использование обычно используемых сталей 673
4.1.4.1 СТРАНСТВЕННАЯ СТАЛЬ 673
4.1.4.2 Инструментальная сталь 692
4.1.4.3 Стальная сталь 697
4.1.4.4 Специальная сталь 699
4.1.5 Сталь 708
4.1.5.1 Спецификации размеров с горячими свернутыми сталью и квадратной стали 708
4.1.5.2 Спецификации размеров с горячими свернутыми шестиугольными стальными и восьмиугольными сталь
4.1.5.3 Спецификации размера круглавой стали, квадратной стали и гексагональной стали 711
4.1.5.4 Спецификации размера горячей плоской стали 712
4.1.5.5 Спецификации размера высококачественной плоской стали конструкционной стали 713
4.1.5.6. Спецификации размера горячей равенственной угла Стали 713
4.1.5.7. Спецификации размера горячего свернутого неравного углового стали 715
4.1.5.8.
4.1.5.9 Спецификации размера горячего канала Steel 717
4.1.6 Стальная пластина и стальной ремень 718
4.1.6.1 Горячая стальная пластина и стальная полоса 718
4.1.6.2 холодная стальная пластина и стальная полоса 720
4.1.6.3 Стальная пластина и стальная полоска из нержавеющей стали и стальная полоса 721
4.1.6.4 Стальная пластина с холодной свернутой из нержавеющей стали и стальная полоса 725
4.1.6.5 Стальные пластины для котлов и сосудов давления 729
4.1.7 Стальная труба 731
4.1.7.1 Слушащая стальная труба 731
4.1.7.2 Бесплатная стальная труба для конструкций 738
4.1.7.3 Прямой шва электрическая сварная стальная труба 741
4.1.8 Провод 745
4.1.8.1 Холодно зарисованный круглый стальный проволока, квадратная стальная проволока и гексагональная стальная проволока 745
4.1.8.2
4.1.8.3 Высококачественная углеродная стальная проволока 747
4.1.8.4 Сплав сплавов.
4.1.8.5 Углеродный инструмент провода 749
4.1.8.6.
4.1.8.7 Высокоскоростной провод инструмента 750
4.1.8.8 холодная углеродная пружинная проволока 751
4.1.8.9
4.1.8.10 Сплав сплавной пружинной проволоки 755
4.1.8.11 Мастика— Пожарная пружинная проволока 755
4.2 Cast Steel 757
4.2.1 Классификация литой стали 757
4.2.2 Метод и пример представления со стороны литой стали 757
4.2.3. Литые стальные детали 758
4.2.3.1. Литые детали из углеродной стали для общей инженерии 758
4.2.3.2.
4.2.3.3 Сплав сплавной стали 759
4.2.3.4 Средние и степень из нержавеющей стали для инженерных конструкций 760
4.2.
4.2.3.6. За детали литой стали для сварочных конструкций 762
4.3 чугун 762
4.3.1 Классификация чугуна 762
4.3.2 Метод представления чугунных классов 763
4.3.3 Производительность и использование обычно используемого чугуна 763
4.3.3.1 Серый чугун 763
4.3.3.2. Плоховое железо 766
4.3.3.3 Кованый чугун 767
4.3.3.4 Теплостойенный чугун 768
4.3.3.5 Высокий кремниевый коррозионный чугун 770
4.3.3.6. Белый чугун против одежды 770
4.3.3.7 Изотермическое гашение пластичного железа 771
4.4 Неплохое металлы и их сплавы 773
4.4.1 Метод обозначения кодекса продукта нерухозных металлов и их сплавов 773
4.4.2 Медный и медный сплав 775
4.4.2.1 Примеры оценок, кодов, основных характеристик и применений медной обработки 775
4.4.2.2 Примеры оценки, кодов, основных характеристик и применений обработки латуни 775
4.4.2.3 Примеры оценок, кодов, основных характеристик и применений бронзовой обработки 775
4.4.2.4 Примеры оценок, кодов, основных характеристик и применений обработки белой меди 781
4.4.2.5 Механические свойства медных и медных сплавов 782
4.4.2.6. Производительность процесса медного и медного сплава 784
4.4.3 Cast Copper Alloy 785
4.4.3.1 Примеры сварки, основные характеристики и применение литых медных сплавов 785
4.4.3.2. Механические свойства литых медных сплавов 785
4.4.4 Алюминиевый и алюминиевый сплав 790
4.4.4.1 Деформированный алюминиевый сплав 790
4.4.4.2. Параметры процесса термообработки сплава алюминиевого и алюминиевого сплава 795
4.4.5 Алюминиевый сплав 796
4.4.5.1 Критерии, код и механические свойства литого алюминиевого сплава 796
4.4.5.2 Примеры основных характеристик и применений литых алюминиевых сплавов 799
4.4.5.3. Спецификация тепловой обработки литого алюминиевого сплава 801
4.5 металлический материал 801
4.5.1 Инженерные пластмассы и их продукты 801
4.5.1.1. Характеристики производительности и применения обычно используемых инженерных пластмассов 801
4.5.1.2 Инженерные пластиковые стержни 801
4.5.1.3 Инженерная пластиковая труба 804
4.5.2 Резина, асбест и их продукты 806
4.5.2.1 Характеристики и использование обычно используемой резины 806
4.5.2.2 Rubber и Asbestos Products 808
4.6 Обычно используемые металлические материалы процесс термообработки 810
4.6.1 Классификация процессов термообработки и код 810
4.6.2 Процесс термической обработки 812
4.6.2.1 Общая термообработка стальных деталей 812
4.6.2.2 Стальная поверхностная термообработка 814
4.6.2.3 Химическая термообработка стали 815
4.6.3 Обычно используемые металлообразные материалы Параметры процесса тепловой обработки 816
4.6.3.1 Обычные параметры процесса термической обработки высококачественной углеродной структурной стали 816
4.6.3.2 Обычные параметры процесса термической обработки сплавов сплавов конструкционной стали 817
4.6.3.3 Обычные параметры процесса термической обработки пружинной стали 821
4.6.3.4 Обычные параметры процесса термической обработки углеродного инструмента сталь 823
4.6.3.5 Обычные параметры процесса термической обработки сплавного инструмента Сталь 825
4.6.3.6 Обычные параметры процесса термической обработки высокоскоростной стали инструментов 831
4.6.3.7 Обычные параметры процесса термической обработки подшипника стали 833
Глава 5 Механические детали 835
5.1 резьба 835
5.1.1 Обычная нить 835
5.1.1.1 Обычный тип зуба резьбового зуба 835
5.1.1.2 Обычный диаметр резьбы и серия высот 835
5.1.1.3 Основные размеры обычных потоков 839
5.1.1.4 Терпимость обычных потоков 841
5.1.1.5 Метод маркировки и пример 852
5.1.2 Трапезиидальная нить 853
5.1.2.1 Трапезиидный зубной зуб. Тип 853
5.1.2.2 Диаметр трапеции и серия высот 854
5.1.2.3 Основные размеры трапециевидных нитей 856
5.1.2.4 Трапезиоидальная толерантность нити 857
5.1.2.5 Трапезиоидальная длина закрытия винта 863
5.1.2.6 Код трапециевидной потока и Марк 864
5.1.3 Зигзагская нить 864
5.1.3.1 затухающая форма (3&град;, 30&град;) резьбовой зуб тип 864
5.1.3.2 Диаметр и серия высот Zigzag Threads 865
5.1.3.3 Основные размеры зигзагообразных потоков 866
5.1.3.4 Слученная толерантность к резьбе 868
5.1.3.5 Метод и пример 873 маркировки ниток зигзага
5.1.455&град; труба резьба 873
5.1.4.155&град; Перепечная труба резьба 873
5.1.4.255&град; Перепечная труба резьба 876
5.1.560&град; Перепечная труба резьба 878
5.1.5.1 Термин потока и код 878
5.1.5.2 Тип зуба резьбовых и размера типа зуба 878
5.1.5.3 Основные размеры и допуски конических трубных нитей 879
5.1.5.4 Основные размеры и допуски цилиндрических внутренних нитей 881
5.1.5.5 Длина эффективной резьбы 881
5.1.5.6. Влияние снятия на теоретическое положение контрольной плоскости 881
5.1.5.7 Код функции потока и маркировка примера 881
5.1.6 Запечатающая резьба 882
5.1.6.1 Тип зубов 882
5.1.6.2 Положение контрольной плоскости 882
5.1.6.3 Номинальный размер 883
5.1.6.4 Толерантность 884
5.1.6.5 Длина резьбы 884
5.1.6.6 Код потока и отметка Пример 884
5,1,7-дюймовая нить Wyeth 885
5.1.7.1 Тип зубов 885
5,1,7,2-дюймовая нить Wyeth Standard Series 885
5.1.7.3 Номинальный размер 885
5.1.7.4 Толерантность 886
5.1.7.5 Пример маркировки 888
5.2 Шехим 888
5.2.1 Eailute Cylindrical Gear 888
5.2.1.1 Основной профиль зуба и модуль 888
5.2.1.2 Расчет геометрических размеров цилиндрических шестерни 890
5.2.1.3 Точность передачи 892
5.2.1.4 Элемент проверки передачи 912
5.2.1.5 Толщина зуба 912
5.2.1.6 Боковой зазор 912
5.2.1.7 Центральное расстояние и параллелизм оси 914
5.2.1.8 Контактные пятна передач 915
5.2.1.9 Рекомендуемое значение шероховатости поверхности поверхности зубов 915
5.2.1.10 Точность Gear Blank 916
5.2.1.11GB/T 10095— 1988 EDITION EALUTE ЦИЛИНДРИЧЕСКОЕ ОТКРЫТИЕ ДЕЙСТВИЯ 919
5.2.2 Стойка 929
5.2.2.1 Расчет геометрических размеров стойки 929
5.2.2.2 Точность стойки 929
5.2.3 Bevel Gear 935
5.2.3.1. Основные параметры размерности профиля зубов на коническую шестерни 935
5.2.3.2 Модуль 935
5.2.3.3 Расчет геометрических измерений шестерни -конических передач 936
5.2.3.4. Точность на кошечках 938
5.2.3.5. Беседные шестерни и пары конических передач Таблица 943
5.2.
5.2.4 Цилиндрический червя и червя 956
5.2.4.1 Типы цилиндрических червей и основных профилей зубов 956
5.2.4.2. Основные параметры цилиндрических червей 957
5.2.4.3 Расчет геометрических измерений цилиндрической передачи червя 962
5.2.4.4 Цилиндрический червя и точность оборудования для червя 964
5.2.4.5.
5.2.4.6 Требования к зубам 978
5.3 ключи, сплайны и булавки 979
5.3.1 Ключ 979
5.3.1.1 Flat Key 979
5.3.1.2 Полукарсл ключ 985
5.3.1.3 Ключ клина 988
5.3.1.4 Tangential Key 992
5.3.2 Сплайн 994
5.3.2.1 Типы, функции и использование сплайновых соединений 994
5.3.2.2. Сплайн прямоугольника 995
5.3.2.3. Цилиндрический сплайн Quiltue Spline 999
5.3.3 PIN 1015
5.3.3.1 Типы и область применения PINS 1015
5.3.3.2 Технические характеристики и размеры широко используемых контактов 1017
5.4 цепь и звездочка 1022
5.4.1 Трансмиссия роликовой цепи 1022
5.4.1.1 Структурная форма и спецификации роликовых цепей 1022
5.4.1.2 аксессуары для роликовых цепей 1026
5.4.1.3 роликовой цепной звездочки 1026
5.4.2 Трансмиссия с зубчатой цепью 1029
5.4.2.1 Основные параметры и размеры зубчатых цепей 1029
5.4.2.2 Зубная цепная звездочка 1029
5.5 катящийся подшипник 1033
5.5.1 Классификация подшипников 1033
5.5.2 Композиция кода каллингового подшипника 1034
5.5.2.1 Базовый код 1034
5.5.2.2 Передний и задний код 1039
5.5.2.3 Пример кода подшипника 1042
5.5.3 Примеры часто используемых моделей и размеров катящегося подшипника 1042
5.5.3.1 Глубокий шарик для шарика 1042
5.5.3.2 Выравнивание шарикового подшипника 1045
5.5.3.3. Цилиндрический ролик с двумя рядами 1046
5.5.3.4 конический ролик 1048
5.5.3.5 Коническое подшипник с двумя рядами 1049
5.5.3.6. Угловой контактный шарик подшипник 1050
5.5.3.7. Упорная шарик подшипник 1053
5.5.4 Подшивка подшипника 1054
5.6 Конус и Призма 1055
5.6.1 конус, угол конуса и толерантность 1055
5.6.1.1 Термины и определения конусов 1055
5.6.1.2 Серия углов конуса и конуса 1056
5.6.1.3.
5.6.2 Призма 1060
5.6.2.1 Термины и определения призмов 1060
5.6.2.2 Угол и наклон Призмы 1062
Глава 6 Нож и абразивы 1063
6.1 Материал 1063 части резки инструмента
6.1.1 Требования к производительности материала режущего инструмента Часть 1063
6.1.2 Материалы общего инструмента 1063
6.1.2.1 Обычно используемые высокоскоростные стальные оценки, механические свойства и область применения 1063
6.1.2.2 Центированный карбид 1064
6.1.2.3 Материал керамического инструмента 1072
6.1.2.4 Супер жесткий материал инструмента 1073
6.2 Клинок 1074
6.2.1 Сварка сварки с цементированной карбидом 1074
6.2.1.1 Обычно используется сварка поворотного лезвия 1074
6.2.1.2 Основная карбидовая сварка 1074
6.2.2 Индексируемый карбид лезвий 1087
6.2.2.1 Метод маркировки для индексируемых карбида вставки 1087
6.2.2.2 Индексируемое карбидовое лезвие и номинальный размер 1091 с круглыми отверстиями
6.2.2.3 Непористое индексируемое карбидовое лезвие и номинальный размер 1098
6.2.2.4 Форма карбида и номинального размера 1100.
6.2.2.5 Центированный карбид, индексируемый фрезек (GB/T2081— 1987) Пример метода представления модели лезвия 1103
6.2.3 Модель и базовые параметры индексабельного керамического лезвия 1105
6.3 Поворот нож 1108
6.3.1 Геометрический угол резки инструмента. Часть 1108
6.3.1.1 Композиция резки инструмента Часть 1108
6.3.1.2 Три и названия вспомогательных плоскостей и определения для определения углов инструмента 1108
6.3.1.3 Угол резки и функция инструмента 1109
6.3.1.4 Рабочий угол поворотного инструмента 1110
6.3.2 Выбор геометрических параметров резки инструмента Часть 1112
6.3.2.1 Выбор переднего угла 1112
6.3.2.2 Выбор режущих кромков и форм режущего наконечника в передней части инструмента поворота
6.3.2.3 Выбор заднего угла 1114
6.3.2.4 Выбор основного угла отклонения 1115
6.3.2.5 Выбор субделиции 1116
6.3.2.6 Выбор наклона лезвия 1116
6.3.2.7 Выбор переходного лезвия 1117
6.3.3 высокоскоростной стальной поворотный лезвие 1118
6.3.4 Инструмент сварки 1120
6.3.4.1 Метод представления сварки с цементированной карбидом 1120
6.3.4.2 Инструмент по повороту внешней поверхности карбида 1121
6.3.4.3 Инструмент карбида внутренней поверхности 1127
6.3.5 Индексируемый инструмент поворота 1130
6.3.5.1. Форма зажима индексируемого поворотного лезвия 1130
6.3.5.2. Правило представления модели инструмента по поворотам.
6.3.5.3 ПРЕДУПРЕЖДЕНИЕ И размер 1135
6.3.5.4 Индексируемый инструмент поворота внутреннего отверстия 1141
6.3.6 Инструмент переворачивания машин 1143
6.3.6.1 Инструмент по резки зажима машины 1143
6.3.6.2 Инструмент переворачивания потока машин 1145
6.4 Инструмент обработки отверстий 1147
6.4.1 Twist Diamond 1147
6.4.1.1 Угол резания стандартного скручивания бита 1147
6.4.1.2 Тип, диапазон диаметра и стандартный код высокоскоростных стальных сверл 1149
6.4.1.3 Тип бурового отверстия карбида, диапазон диаметра и стандартный код 1150
6.4.1.4 Step Twist Drill для бурения перед постукой потока
6.4.2 Индексируемый тип бита буровых битов, диапазон диаметра и стандартный код 1152
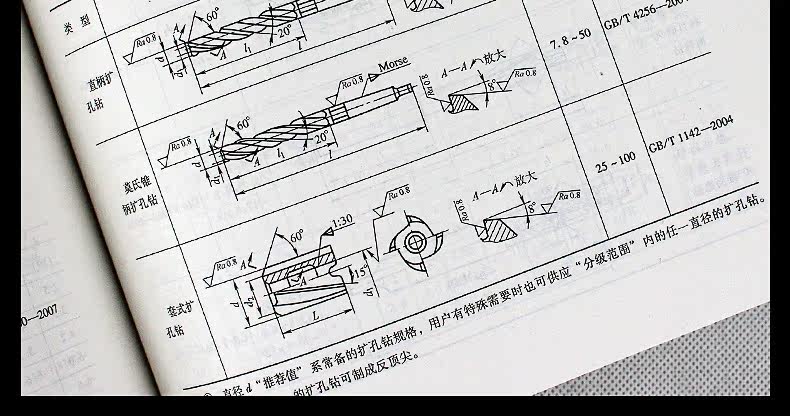
6.4.3 Разработанная тренировка 1153
6.4.4 Страж 1154
6.4.5 Центральное упражнение 1155
6.4.6 Плотский бриллиант 1157
6.4.7 Deep Hole Drill 1157
6.4.7.1 Однородное внешнее выхлопное выхлопное отверстие.
6.4.7.2 Двойной внешний выхлопное выхлопное отверстие.
6.4.7.3 Однократное внутреннее снятие чип
6.4.7.4 Multi-Blade Ошибочные зубы.
6.4.7.5. Форма и диапазон обработки зажима машины можно индексировать внутреннее выгрузку чипа Глубокое отверстие 1161
6.4.7.6bta Внутреннее разрядное разрядки чип
6.4.7.7 Структурная форма и спецификации упражнений с брызги 1162
6.4.7.8df Система Глубокая отверстие и размер спецификации 1163
6.4.7.9 Типы и характеристики широко используемых усилителей в гнездовании.
6.4.8 Dearmer 1165
6.4.8.1 Основные геометрические параметры Deamer 1165
6.4.8.2 Общие формы смягчителя, стандартные коды и диапазоны спецификации 1165
6,5 фрезера 1169
6.5.1 Выбор геометрии и угла режущей части фрезерного резания 1169
6.5.2 Обычные типы резак, диапазоны спецификации и стандартный код 1173
6.5.3 Индексируемый резак из фрезерования 1179
6.5.3.1 Метод позиционирования и зажима индексируемого фрезерного лезвия 1179
6.5.3.2 Метод представления типа и модели индексируемого резака 1180
6.5.3.3 Форма и размеры индексируемого фрезерования 1182
6.6 Инструмент с резьбой 1187
6.6.1 Tap 1187
6.6.1.1 Структурные и геометрические параметры TAPS 1187
6.6.1.2 Диапазон спецификаций и стандартный код обычно используемых TAPS 1189
6.6.1.3 Extrusion Tap 1192
6.6.1.4 Wyeth Thread Tap 1192
6.6.2 Пластины зубы 1194
6.6.2.1 Типы и область использования зубов пластины 1194
6.6.2.2 Структурные и геометрические параметры круглых зубов 1194
6.6.2.3.
6.6.2.4 Диапазон спецификаций и стандартный код обычно используемых пластин
6.6.3 Проволочный ролик 1196
6.6.3.1 Форма и спецификации обычных рулонов с резьбовым проводом 1196
6.6.3.2 Основные размеры конического рулонового колеса с резьбовым проводным колесом 1196
6.6.4 Проволочная доска 1202
6.6.4.1 Форма и размер обычных потоков, 1202
6.6.4.260&град; Коническая трубная нить и 55&град; Запечатывающая труба резьба из проволоки и размер спецификации 1204
6.7 Gear Tool 1205
6.7.1.
6.7.1.1.
6.7.1.2 Форма и номинальные размеры дискового кошелька.
6.7.2 Форма и основные размеры 1207.
6.7.2.1 Небольшой модульный шестерня 1207
6.7.2.2 Интегрированный цементированный карбид маленький номер модуля.
6.7.2.3 Gear Hob 1209
6.7.2.4.
6.7.2.5 Бритье передняя передача 1211
6.7.2.6 Отмелка передней передачи 1211
6.7.2.7 Двойная дуговая шестерна 1212
6.7.3 Форма бритвы диска и основные размеры 1213
6.7.4 Зубной вставка нож 1215
6.7.4.1 Маленький модуль цифровой вставка зубов.
6.7.4.2. Форма и основные размеры зубьев Spur Вставьте нож 1217
6.7.5 Spur Gear Precision Blade 1221
6.8 Spline и Sprocket Tool 1224
6.8.1 Форма сплайна и основной размер 1224
6.8.1.130&град; Угол давления Eailute Spline Hob 1224
6.8.1.245&град; Угол давления Eailute Spline Hob 1225
6.8.1.3 Форма и основные размеры прямоугольных сплановых плитов 1225
6.8.1.4 Изученное сплановое сплайновое сплановое нож 1226
6.8.2 Роликовая цепь и цепочка рукава блюда базовые размеры 1227
6.9 Броуач 1228
6.9.1 Форма и основные размеры кругового тошкового ножа 1228
6.9.2 Кладовый лезвие 1236
6.9.2.1. Форма и основные размеры плоского ножа Body Broach 1236
6.9.2.2. Форма и основные размеры расширенного плоского ножа для корпуса Кербата 1236
6.9.2.
6.9.2.4 Клинок с боковым зубом 1243
6.10 Абразивы 1246
6.10.1 Обычные абразивные инструменты 1246
6.10.1.1 Типы, коды и объем применения абразивов 1246
6.10.1.2 Номер размера абразивных частиц и ее выбор 1247
6.10.1.3 Абразивная твердость класс 1248
6.10.1.4 Номер ткани абразивного инструмента и его область применения 1249
6.10.1.5 Код, свойства и объем применения привязывающего агента 1249
6.10.1.6abrasive код формы и знака измерения 1249
6.10.1.7 Пример метода маркировки для шлифовальных колес 1259
6.10.1.8 Рабочая скорость обычных абразивных инструментов составляет 1260
6.10.1.9 Форма и размер обычных абразивных инструментов 1261
6.10.2 Материал Superhard 1267
6.10.2.1 Разнообразие, код и приложение Ultrahard Abrasives 1267
6.10.2.2 Размер зерна 1267
6.10.2.
6.10.2.4 Код концентрации 1269
6.10.2.5 Код измерения и терминология шлифовальных колес, масляных камней и шлифовальных голов 1269
6.10.2.6 Код для шлифовального камня, масляного камня и шлифовальной головки 1270
6.10.2.7 Пример тега 1274
6.10.2.8 Код формы и основное использование материалов Superhard Material 1274
6.10.2.9 Superhard Material Products 1276
6.10.3.
6.10.3.1 Песчаная ткань в форме страниц, спецификации наждачной бумаги, размеры и допуски 1290
6.10.3.2 Песчаная ткань в форме рулоны и технические характеристики и допуски наждачной бумаги 1290
6.10.3.3 Технические характеристики, размеры и допуски 1291
6.10.3.4 Спецификации слайда, размеры и допуски 1295
Глава 7 Технология резки и обработки 1296
7.1 Обработка 1296
7.1.1.
7.1.1.1 Горизонтальная токарный станок 1296
7.1.1.2 Вертикальная токарная обработка 1299
7.1.2 Типичные пример обработки деталей 1300
7.1.2.1.
7.1.2.2. Износ и заточка стандартных битов закручивания 1303
7.1.2.3 Обработка и получение центральных отверстий 1306
7.1.2.4 Поворот конической поверхности 1308
7.1.2.5 Поверните эксцентричную заготовку и коленчатый вал 1311
7.1.2.6. Поворот и формирование поверхности 1315
7.1.2.7 Поворот сферической поверхности 1319
7.1.2.8 ТОРГОВЛЕНИЯ ТОНДА-стены заготовки 1319
7.1.2.9 Обработка по поворотам переворачивающихся поверхностей 1321
7.1.2.10 холодная обмотка пружина 1327
7.1.2.11 Поверните стройный вал 1329
7.1.2.12 Общие проблемы с обработкой горизонтальной токарной станки
Причины и решения 1335
7.1.3 Выбор поворотного использования 1335
7.1.3.1 Карбид и высокоскоростной стальной поворот толстый грузовик
Кормление внешнего круга и конечного лица 1335
7.1.3.
Корм 1336
7.1.3.3 Сырая скучная цементированная карбид и высокоскоростной стальной скучный инструмент
Подача отверстия 1337
7.1.3.4 Кормление резки и канавки 1338
7.1.3.5 кормление во время формирования и обращения 1338
7.1.3.6 Поворот с помощью цементированного карбида YT15
Углеродистая сталь, хромовая сталь, никель-хромий сталь и литая сталь
Скорость резки при 1339
7.1.3.7 Поворот с помощью углерода YG6 Carbide Tool
Скорость резки в сером чугуне 1339
7.1.3.8 Инструмент переворачивания карбида с покрытием
Резкое использование 1340
7.1.3.9 Количество резания инструмента керамического поворота составляет 1340
7.1.3.10 КУБИЧЕСКИЙ КОНСТРУКЦИИ НИЗКИ
Руковочное использование 1342
7.1.3.11 Инструмент поворота алмаза
Руковочное использование 1343
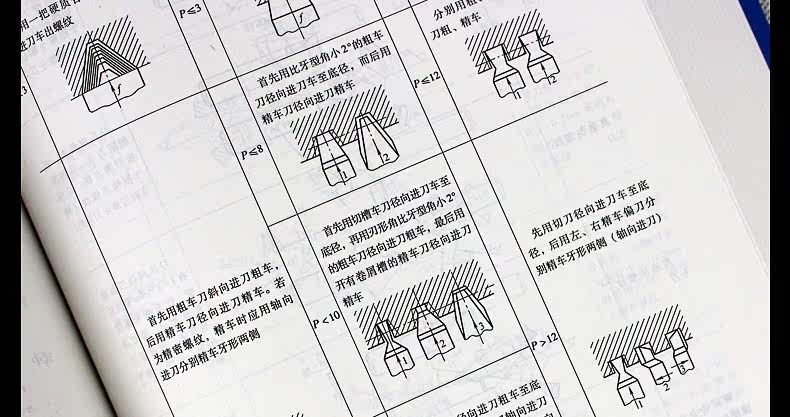
7.2 Обработка резьбы 1344
7.2.1 Автомобильная нить 1344
7.2.1.1 Типы инструментов поворота потока и
Установите 1344
7.2.1.2.
Расчет снаряжения 1347
7.2.1.3 Метод поворота потока 1351
7.2.1.4 Характеристики обычно используемых инструментов поворота потока
С приложением 1352
7.2.1.5 Инструмент по повороту стали и карбида.
Резка нитей различных материалов
Дозировка 1356
7.2.1.6 Обычно используется при повороте резьбы с высокоскоростными инструментами по поворотам стали
Резка жидкость 1356
7.2.1.7 Общие проблемы с поворотом потоков, генерируя оригинал
Причины и решения 1357
7.2.2 Торнадо измельчающая нить 1358
7.2.2.1 Методы циклонов фрезерования и
Сфера применения 1359
7.2.2.2 Материалы для инструментов для циклонов фрезерования и
Геометрический угол 1359
7.2.2.3 Обычно используется для циклонов фрезерования.
Резкое использование 1360
7.2.3 Разрежьте нити с помощью пластинчатых зубьев и отрезков 1360
7.2.3.1 Пластинчатая резьба 1360
7.3.3.3. Используйте Taps, чтобы нажать 1363
7.2.
7.2.4.1 Структура, тип и
Сфера применения 1368
7.2.4.2 Переднее нижнее отверстие экструдированной резьбы
Подтвердите 1368
7.2.4.3 Выбор экструзионной резьбы скорости 1369
7.2.5 Шлифовальная нить 1369
7.2.5.1 Метод шлифования резьбы 1369
7.2.5.2 Выбор шлифовального колеса резьбы и
Трим 1371
7.2.5.3 Требования к процессу шлифования потока 1372
7.3 Мельничная обработка 1372
7.3.1 Метод фрезерования, диапазон фрезерования и
Основной метод 1372
7.3.1.1 Метод измельчения 1372
7.3.1.2.
7.3.2 Индексационная головка и метод индексации 1377
7.3.2.1 Система передачи головки индексации и
Индексационная головка фиксированное число 1377
7.3.2.2 Метод индексации и расчет 1378
7.3.3 Пересекание и обработка типичных частей 1381
7.3.3.1.
7.3.3.2 Melling Cam 1386
7.3.3.3 Сферическая поверхность измельчения 1389
7.3.3.4 Мельничная железа 1390
7.3.3.5 Плозец 1396
7.3.3.6 Перекета 1402
7.3.4 Причины и решения для общих проблем при обработке фрезерования
Решение 1408
7.3.5 Выбор использования фрезерования 1410
7.3.5.1 Стандарт тупого фрезера и промежуток жизни 1410
7.3.5.2.
При фрезеровании фрезера диска
Корм 1411
7.3.5.3. Высокоскоростная стальная конец, угловая мельница, половина
Круглые резаки, фрезеры из канавки и вырезать фрезерование
Feed of Cutter Melling Steel 1411
7.3.5.4. Карбисский фрезерный резак, цилиндрическое фрезерование
Резак и дисковые фрезеи и выпуклы
Объем подачи станции составляет 1412
7.3.5.5.
Кормление босса 1413
7.3.5.6 Скорость измельчения 1413
7.3.5.7.
Использование измельчения 1414
7.4 Обработка передачи 1415
7.4.1 Различные методы обработки передач 1415
7.4.2 Melling Gear 1419 в методе формирования
7.4.2.1. Формирование фрезерового фрезера с прямыми зубами
Цилиндрическое снаряжение 1419
7.4.2.2 Формирование фрезерового фрезетного фрезетного фрезета,
Спиральная стойка 1420
7.4.2.3. Формирование фрезерового фрезетного кожевого зуба
Цилиндрическое снаряжение 1423
7.4.2.4. Формирование фрезерового резака измельчения прямых зубов
Bevel Gear 1425
7.4.3 Летающий нож распространяется в фрезерующую червя шестерни 1426
7.4.4 Паренья 1429
7.4.4.1.
7.4.4.
7.4.4.3.
Установите 1432
7.4.4.4 HOB MANDREL и HOB
Требования к установке 1433
7.4.4.5 Выбор точности печать 1433
7.4.4.6. Выбор параметров процесса затвора передачи 1433
7.4.4.7 Адаптирование по борьбе 1434
7.4.4.8.
7.4.4.
Решение 1440
7.4.5 Таблица обмена 1442
7.4.6 Вставкаgine 1446
7.4.6.1 Композиция машины для шнурки и
Система передачи 1446
7.4.6.2 Основные параметры машины для шнурки и
Точность работы 1448
7.4.6.3 Обычно используемый размер соединения машины шнурки 1448
7.4.6.4 Регулировка ножа вставки зубов 1449
7.4.6.5 Приспособления и корректировки для вставки зубов 1451
7.4.6.6 Обычно используемый обмен машинами шнурки с помощью шнурки
Расчет снаряжения 1452
7.4.6.7. Запас вставки и сумма вставки
Выберите 1452
7.4.6.8 Частые дефекты при обработке вставки зубов
И решение 1454
7.4.7 Брить зубы 1455
7.4.7.1. Машина для бритья и его требования к точности: 1455
7.4.7.2 Основной размер бритвы 1457
7.4.7.3 Mandrel для бритья зубов 1458
7.4.7.4 Нарезание количества бритья зубов 1459
7.4.7.5 Пособие на обработку бритья зуба составляет 1459
7.4.7.6 Метод бритья зубов 1460
7.4.7.7 Область контакта между ошибкой бритья и зубами передачи
Отклонение 1462
7.5 Обработка шлифования 1464
7.5.1 Обычные методы шлифования 1464
7.5.2 Фонд шлифования и обработки 1465
7.5.2.1 Установка шлифовального колеса и обрезка 1465
7.5.2.2 Инструмент обрезки шлифовального колеса
Его выбор 1467
7.5.2.3 Обычно используемая шлифовальная жидкость
Название и исполнение 1469
7.5.3 Цилиндрическое измельчение 1470
7.5.3.1 Общие методы цилиндрического шлифования 1470
7.5.3.2 Зажим заготовки 1472
7.5.3.3 Выбор шлифовального колеса 1474
7.5.3.4 Количество цилиндрического измельчения и резки
Выберите 1475
7.5.3.5 Выбор цилиндрического края шлифования 1477
7.5.3.6 Общие дефекты заготовки в цилиндрическом измельчении
Причины и решения 1478
7.5.4 Внутреннее круговое шлифование 1479
7.5.4.1 Общие методы внутреннего цилиндрического шлифования 1479
7.5.4.2 Зажим заготовки 1481
7.5.4.3 Внутреннее цилиндрическое шлифовальное руль
Выберите и установите 1482
7.5.4.4 Количество внутреннего цилиндрического измельчения
Выберите 1485
7.5.4.5 Внутренний цилиндрический запас шлифования
Разумный выбор 1489
7.5.4.6 Общие дефекты заготовки во внутреннем цилиндрическом шлифовании,
Причины и решения 1490
7.5.5 Коническая поверхностная шлифовка 1490
7.5.5.1 Метод шлифования конической поверхности 1490
7.5.5.2. Проверка точности конической поверхности 1492
7.5.5.3.
Анализ качества 1493
7.5.6.
Ⅹⅶ7.5.6.1.
7.5.6.2 Общие методы плоского шлифования 1495
7.5.6.3 Метод заготовки 1498
7.5.6.4 Выбор плоского шлифовального колеса 1501
7.5.6.5 Планарное измельчение и резкое использование
Выберите 1501
7.5.6.6.
Разумный выбор 1505
7.5.6.7 Анализ качества плоского шлифования 1505
7.5.7 Формирование и шлифование 1506
7.5.7.1 Несколько методов формирования и шлифования 1506
7.5.7.2 Обрезка формирования шлифовального колеса 1507
7.5.8 Тонкая листовая заготовка шлифование 1511
7.5.9 Слим -шлифование стройного вала 1512
7.5.10 Заточка инструмента 1513
7.5.10.1 Основные аксессуары для инструментальной шлифовальной машины
Его приложение1513
7.5.10.2 Выбор шлифовального колеса края инструмента 1515
7.5.10.3 Положение установки шлифовального колеса и опорной пластины
Подтверждение 1516
7.5.10.4 Пример заточки инструментов 1517
7.5.11 Высокая эффективность и низкая шероховатость 1520
7.5.11.1 Высокоскоростное шлифование 1520
7.5.11.2 Шлифовать шлифовальные руля 1522
7.5.11.3 Низкая шероховатость измельчения 1523
7.6 Оптическая отделка обработка 1526
7.6.1 шлифование 1526
7.6.1.1 Классификация и применение шлифования
Диапазон 1526
7.6.1.2 Абразив 1526
7.6.1.3 Структивный инструмент 1529
7.6.1.4 Метод шлифования 1534
7.6.1.5 Массовый анализ шлифования 1538
7.6.2 Honing 1540
7.6.2.1 Honing Machine 1540
7.6.2.2 Структура и соединение головы.
Путь 1545
7.6.2.3 Honing Perforction 1547
7.6.2.4 Выбор оттока нефтяного камня 1550
7.6.2.5 Выбор параметров процесса отходов 1552
7.6.2.6 Анализ качества отчатого 1556
7.6.3 полировка 1559
7.6.3.1 Выбор полировочного колеса 1559
7.6.3.2 Абразивы и полировки 1559
7.6.3.3 Параметры процесса полировки 1560
7.7 бурение, расширение, разрабатывание обработки 1560
7.7.1 бурение 1560
7.7.1.1 Пример типичного дневного бита 1560
7.7.1.2 Метод бурения 1568
7.7.1.3 Обработка бурения и резки использования
Выберите 1573
7.7.1.4 Общие проблемы, возникающие в результате бурения в учениях.
Причины и решения 1577
7.7.2 Разработание 1579
7.7.2.1 Метод смягчения отверстия 1579
7.7.2.2 Резка Сумма управляемой тренировки 1579
7.7.2.3. Общие проблемы возникают при развертывании отверстия
Причины и решения 1581
7.7.3 Контршок 1581
7.7.3.1 Дерматология 1581
7.7.3.2 Высокоскоростная стальная и цементированная обработка карбида.
Руть использование 1582
7.7.3.3 Причины общих проблем в счетчиках
Решение 1583
7.7.4 Deep Hole Drilling 1583
7.7.4.1 Объем применения и обработки глубокого бурения отверстия
Точность и шероховатость поверхности 1583
7.7.4.2 КАЖДА каждый раз при обработке глубоких отверстий
Глубина 1584
7.7.4.3 Общие проблемы при бурении глубоководного бурения внутреннего разряда чипа
Причины и решения 1584
7.7.5
7.7.5.1 Метод повторения 1585
7.7.5.2 Размер обработки и резки
Выберите 1589
7.7.5.3 Часто задаваемые вопросы в смягчении мульти-лезвия
Причины и решения 1592
7.8 Скучная обработка 1594
7.8.1 Скучный инструмент 1594
7.8.1.1 Однородный скучный инструмент 1594
Ⅹⅷ7.8.1.2 Скучный инструмент 1594
7.8.1.3 Композитный скучный инструмент 1597
7.8.1.4 Скучный инструмент с тонкой настройкой 1598
7.8.1.5.
7.8.2 Горизонтальная скучная машина скучная 1599
7.8.2.1 Основная горизонтальная скучная машина
Рабочий диапазон 1600
7.8.2.2 Основное расположение горизонтальной скучной машины
Метод 1601
7.8.2.3 Форма расположения направляющего устройства
и имеет 1602
7.8.2.4 Справочник по позиционированию заготовки и
Метод позиционирования 1602
7.8.2.5 Основные типы скучной и обработки
Анализ точности 1607
7.8.2.6 Скучная и обработка 1610
7.8.2.7 Обычно при горизонтальной скучной обработке машины
Проблемы и решения качества 1625
7.8.3 Координировать скучную машину скучную 1626
7.8.3.1 Корректировка преобразования и обработки координат 1626
7.8.3.2 Инструменты коррекции и корректирующие методы 1626
7.8.3.3 Измерение координат 1626
7.8.3.4 Скучная доза координатной скучной машины 1631
7.8.3.5 Анализ качества качества скучной обработки 1631
7.8.4.
7.8.4.1 Точность обработки тонкой скучной машины 1632
7.8.4.2 Геометрия скучного инструмента тонкой скучной машины
Выбор параметров 1632
7.8.4.3. Требования к работе обработки для тонкой скучной машины
7.8.4.4. Точность скучно из тонкой скучной машины
Резка дозировка 1635
7.9 Планировка и вставка обработки 1636
7.9.1 Планирование 1636
7.9.1.1 Метод обработки планирования 1636
7.9.1.2 Тип плана и угол резки
Выберите 1636
7.9.1.3 Общие методы зажима для планирования 1636
7.9.1.4 Инструменты планирования 1636
7.9.1.5 Планирование и
Отрезиться 1636
7.9.1.6 Планировка с полосками 1636
7.9.1.7. Точность экономической обработки планирования 1645
7.9.1.8 Общая дозировка плана 1645
7.9.1.9 Причины общих проблем при планировании и
Решение 1645
7.9.1.10 Fine Pin 1650
7.9.2 Подключение 1654
7.9.2.1 Общие методы введения и обработки
Метод 1654
7.9.2.2 Вставьте нож 1654
7.9.2.3 Вставьте плоскости и слоты
Корм 1654
7.9.2.4 Причины общих дефектов при вставке рубашек
И решение 1654
7.10 Обработка чистки 1659
7.10.1 Общая классификация обработки чистки
Особенности и приложения 1659
7.10.2 Метод разрыва 1663
7.10.3 Разрыв устройства 1664
7.10.4 Клинок 1665
7.10.4.1 Типы пробучений 1665
7.10.4.2. Основная структура и зубы нож
Геометрические параметры 1665
7.10.5 Очистить точность экономической обработки и
Шероховатость поверхности 1667
7.10.6 Параметры процесса чистки 1667
7.10.6.1 Требования к заготовки перед пробуждением1667
7.10.6.2 Выбор пособия по протяженности 1667
7.10.6.3.
7.10.6.4 Резка жидкости для протяжения 1667
7.10.7 Причины общих дефектов при протяжении и
Решение 1670
7.11 Резка и обработка трудных материалов для приготовления1672
7.11.1 Обычно используется трудные для вырезания материалов и применений 1672
7.11.2 Трудно разрезать металлические материалы
Сравнение обработки1673
7.11.3 Резка и обработка высокой марганцевой стали 1673
7.11.3.1 Обычно используемая режущая сталь с высоким уровнем марганца
Материал инструмента 1673
7.11.3.2 Инструмент по повороту стальной перевороты с высоким уровнем марганца и инструмента
Основной угол 1673
7.11.3.3 Обычно используемые карбидные режущие инструменты поворота,
Резка высокопоставленного стального фрезерования
Дозировка 1674
Ⅹⅰ 7.11,4 градуса обработка стальной резки 1674
7.11.4.1 Обычно используемая степень резания стали
Стальная стальная инструмент материал 1674
7.11.4.2. Обычно используемая сталь режущей степени сталь
Цементированный карбид 1674
7.11.4.3. Поворот и фрезерование режущей стали
Основной угол ножа 1675
7.11.4.4.
Руковочное использование 1675
7.11.4.5 Выберите фрезерование в соответствии с твердостью заготовки
Дозировка 1676
7.11.5 Высокая режущая сплава.
7.11.5.
Материал инструмента 1676
7.11.5.2 Общие инструменты для поворота высокотемпературных сплавов
Передние и задние углы 1676
7.11.5.3. Теряние сплав с высокой температурой.
Пример дозировки 1677
7.11.5.4.
Пример дозировки 1678
7.11.6.
7.11.6.1 Обычно используемые режущие титановые сплавы
Материал инструмента 1679
7.11.6.2 Поворот и фрезерование для резки титановых сплавов
Главный угол 1679
7.11.6.3 Поворот титановый сплав. Резкое использование 1680
7.11.6.4 Пересекающий титановый сплав. Резкое использование 1680
7.11.7 Обработка резки нержавеющей стали 1681
7.11.7.1 Обычно используется резка из нержавеющей стали.
Материал инструмента 1681
7.11.7.2 Поворот и фрезеры для резки нержавеющей стали
Основной угол 1681
7.11.7.3 резка поворота из нержавеющей стали
Дозировка 1682
7.11.7.4 Высокоскоростная стальная фрезея из нержавеющей стали из нержавеющей стали.
Руковочное использование 1682
Глава 8 Технология обработки и сборки и сборки.
8.1 Феттинговая машина 1683
8.1.1 Оценка 1683
8.1.1.1 Обычно используемые инструменты для расписания
и использует 1683
8.1.1.2 Общие основные методы маркировки 1687
8.1.1.3 Выбор маркировки.
8.1.1.4 Коррекция и дебет 1691
8.1.1.5 Программа писания 1693
8.1.1.6 Трехмерная маркировка 1694
8.1.1.7 Применить индексацию головки.
8.1.1.8 Несколько типичных диаграмм расширения листового металла
Пример 1697
8.1.2 видел 1702
8.1.2.1 Инструмент пилы 1702
8.1.2.2 Метод пиления 1705
8.1.3 Долото 1707
8.1.3.1 Типы и использование долотов 1707
8.1.3.2 ПАРТЕНИЯ РЕЗОНА ПЛОНА И ГЕОМЕТРИЯ
Угол 1707
8.1.3.3 Метод заточки и гашения долота 1708
8.1.3.4 Метод вырубки 1709
8.1.4 Файл 1711
8.1.4.1 Имена каждой части файла 1711
8.1.4.2 Классификация и основы файлов
Параметр 1711
8.1.4.3 Общие формы и размеры файлов 1714
8.1.4.4 Выбор файла 1724
8.1.4.5 Метод файла 1725
8.1.5 Scratch 1727
8.1.5.1 Обычные приложения для соскоб
Типы лапши 1728
8.1.5.2 Инструмент для соскоба 1728
8.1.5.3 Типы дисплейных агентов для соскоба
и приложение 1733
8.1.5.
8.1.5.5 Требования к точности масштабирования 1734
8.1.5.6 Метод соскоба 1734
8.1.5.7 Анализ дефектов соскобной поверхности1739
8.1.6 Коррекция и изогнутая 1739
8.1.6.1 Коррекция 1739
8.1.6.2 Bend 1743
8.2 Сборка и корректировка типичных механизмов1757
8.2.1.
8.2.1.1 Винты (болты) подключены
Несколько форм 1757 года
8.2.1.2 Требования к сборке для резьбовых соединений 1757
8.2.1.3 Соединение предварительного затянутого потока
Метод сборки 1758
Ⅹⅹ8.2.1.4 Метод антиотключения для резьбового соединения 1759
8.2.2 Ключевой подключение 1761
8.2.2.1 Сборка подключения к ключам 1761
8.2.2.2.
8.2.2.3 Сборка соединения тангенциального ключа 1762
8.2.2.4 Spline Connection 1762
8.2.3 Pin Connection 1763
8.2.4 Интерференционное соединение 1764
8.2.4.1 Метод давления 1764
8.2.4.2 Метод разности температуры 1765
8.2.4.3. Соединение конических поверхностных помех
Метод сборки 1767
8.2.5 Заклинание 1767
8.2.5.1.
8.2.5.2.
8.2.5.3 Заклепки 1769
8.2.5.4 Диаметр отверстия и длины заклепки
Подтвердите 1771
8.2.5.5 Метод заклепования 1771
8.2.5.6 Одностороннее заклепывание 1772
8.2.5.7. Причины общих дефектов при захватывающих и
Профилактические меры 1773
8.2.6 Сборка скользящих подшипников 1774
8.2.6.1 Классификация скользящих подшипников 1774
8.2.6.2 Сборка скользящих подшипников 1776
8.2.7 Сборка подшипников 1777
8.2.7.1 Предварительно завязывание и регулировка подшипников. 1777
8.2.7.2 Сборка общих подшипников 1781
8.3 Технология ремонта 1782
8.3.1 Общий метод разборки деталей 1782
8.3.1.1 Метод разборки подключения к ключу 1782
8.3.1.2 Метод удаления контактов 1782
8.3.1.3 Разборка подшипников 1784
8.3.1.4 Метод разборки втулок 1785
8.3.2 Технология связывания 1786
8.3.2.1 Обычно используемые клейкие оценки (или
Имя), условия отверждения и использование
Проход 1786 года
8.3.2.2 Процесс связывания 1789
8.3.3 Процесс электрораспыления 1790
8.3.3.1 Метод ремонта электрического распыления
Плюсы и минусы 1790
8.3.3.2 Процесс ремонта электрораспыления 1791
8.3.4 Процесс покрытия кисти 1792
8.3.4.1 Общий процесс покрытия кисти 1792
8.3.4.2.2 Процесс чистки серо -чугунных деталей 1793
8.3.4.3. Плоховые чугунные детали.
8.3.5 бросает папиллярный сплав и Reweld Papillar
Сплав Крафт 1794
8.3.5.1 Cast Papt Alloy 1794
8.3.5.2. Пересмотренное сплав Pabbitt 1794
8.4 Общие инструменты для Fitters 1795
8.4.1 Категория роторного инструмента 1795
8.4.1.1 Инструмент с односторонним слотом для винта с односторонним слотом 1795
8.4.1.2 Инструмент поперечного винта поперечного слота 1796
8.4.1.3 Инструмент с винтом спирального сборочного сбоя 1797
8.4.2 Виды 1798
8.4.2.1 Обычная таблица 1798
8.4.2.2 Многоцелевая таблица 1798
8.4.2.3 Квадратные отверстия таблица 1798
8.4.2.4
8.4.3.
8.4.4 Файл 1799
8.4.5
8.4.5.1.
Размер 1799
8.4.5.2.
и размер 1800
8.4.6 Tipe Tools 1800
8.4.6.1 Pipe Pliers 1800
8.4.6.2 Таблица труб 1801
8.4.6.3 Трубковая шарнирная пластина и зубные зубы 1801
8.4.6.4
8.4.6.5 Expander 1804
8.4.6.6 Ручная машина изгиба труб 1804
8.4.7 Электроинструменты 1804
8.4.7.1 Electric Drill 1804
8.4.7.2.
8.4.7.3 Electric Briveting Gun 1806
8.4.7.4 Electric Punching Shears 1806
Ⅹⅺ8.4.8 Пневматические инструменты 1807
8.4.8.1 Air Drill 1807
8.4.8.2 Пневматический винтовой винт с прямой рукой 1808
8.4.8.3
8.4.8.4 газовый триггер 1809
8.4.8.5 Пневматическая заклепка 1810
8.4.8.6 Пневматический заклепки 1811
8.4.8.7 Пневматическая захватывающая пресса 1811
8.4.8.8 Air Ncissors 1811
ГЛАВА 9 Технические измерения и измерение датчика 1813
9.1 Ошибка измерения и измерения 1813
9.1.1 Общие термины измерения 1813
9.1.2 Классификация методов измерения 1813
9.1.3 Классификация, причина и устранение ошибок измерения
Метод 1813
9.2 Регулярный осмотр механических деталей 1814
9.2.1 Пример расчета общего измерения 1814
9.2.1.1 Обычно используемые геометрические фигуры
Формула расчета 1814
9.2.1.2 Расчет геометрических фигур кругов 1816
9.2.1.3 Расчет внутренних и внешних дуг 1817
9.2.1.4 V-образной ширины канавки и угла
Рассчитайте 1817
9.2.1.5 Ширина грабителя и ласточки
Рассчитайте 1818
9.2.1.6 Расчет внутреннего конуса и внешнего конуса 1818
9.2.2 Обнаружение морфологических ошибок 1819
9.2.2.1 Принцип обнаружения ошибок формы 1819
9.2.2.2 Общее использование ошибки прямолинейности
Метод измерения 1820
9.2.2.3 Общее использование ошибки степени плоскости.
Метод измерения 1821
9.2.2.4 Общее использование ошибок округлости
Метод измерения 1822
9.2.2.5 Общее использование контурных ошибок
Метод измерения 1823
9.2.2.6 Общее использование направленных ошибок
Метод измерения 1824
9.2.2.7 Общее использование ошибок позиционирования
Метод измерения 1827
9.2.2.8 Общее использование объема прыжка
Метод измерения 1829
9.2.3 Обнаружение шероховатости поверхности 1831
9.2.3.1 Методы измерения шероховатости поверхности,
Особенности и приложения 1831
9.2.3.2 Стандартные приборы шероховатости поверхности 1831
9.2.4 Обнаружение резьбы 1833
9.2.4.1 Метод измерения с одним элементом и
Ошибка измерения 1833
9.2.4.2 Метод измерения из трех ищений 1834
9.2.4.3 Метод измерения одиночной иглы 1838
9.2.4.4 Метод комплексного измерения 1839
9.2.5 Обнаружение снаряжения 1839
9.2.5.1 Измерение длины общей нормальной линии 1839
9.2.5.2 Измерение толщины индексных круглых зубов 1847
9.2.5.3. Измерение толщины зубов с фиксированным аккордом 1848
9.2.5.4 отклонение и толерантность толщины зубов 1849
9.3 Обычно используемые измерительные инструменты 1851
9.3.1 суппорт 1851
9.3.1.1 Vernier SAPIPER 1851
9.3.1.2 суппорт с измерителем 1853
9.3.1.3 Электронная цифровая графическая сундук 1853
9.3,2 метра правила1854
9.3.2.1 Разделитель внешнего диаметра 1854
9.3.2.2 Большой разделитель внешнего диаметра 1854
9.3.2.3 Общее нормальное измерение 1854
9.3.2.4 Двухточечный разделитель внутреннего диаметра 1854
9.3.2.5 Внутренняя див. 1854
9.3.2.6 Трехлочный внутренний диаметр разделитель 1854
9.3.2.7 DEUN DIVERGE 1854
9.3.2.8 Тейд -дайвер 1854
9.3.2.9 Leverger Diver 1854
9.3.2.10 Правитель толщины стены 1854
9.3.2.11 Правитель толщины тарелки 1854
9.3.2.12 Острованный разделитель 1854
9.3.2.13 Odd Groove Meter 1854
9.3.3 Спецификации механических микрометров и
Ошибка значения отображения 1861
9.3.3.1 Индикация Таблица 1861
9.3.3.2 Индикатор большого диапазона Таблица 1861
9.3.3.3 Индикация левереджа Таблица 1861
9.3.3.4 Индикация внутреннего диаметра Таблица 1861
9.3.3.5 Индикатор внутреннего диаметра типа пружины Таблица 1861
9.3.3.6 Индикация глубины Таблица 1861
9.3.3.7 Индикатор внутреннего диаметра шарика Таблица 1861
9.3.4 Угол.
9.3.4.1 Правитель в форме лезвия 1863
9.3.4.2 Уголов способности 1863
9.3.4.390&град; Угол Правитель 1863
9.3.4.4 квадратный угол линейка 1863
9.3.4.5 SINE LAIGE 1868
9.3.4.6V кадр 1870
9.3.5 Измерение блоков и датчик 1871
9.3.5.1 Набор блоков измерения 1871
9.3.5.2 Гладкий лимит 1873
9.3.5.3 Игла измерения 1877
9.3.5.4 Радиус образец 1878
9.3.5.5.
9.3.5.6 Центральные правила 1879
9.3.5.7
9.3.5.8 Обыкновенная резьба 1880
9.3.5.9 Трубная резьба запечатана резьбой
(55&град;) датчик 1885
9.3.5
.10 млн и конус.
9.3.5.117:24
и размер 1890
Ссылки 1893

Похожего контента пока нет
Похожего контента пока нет
.........
.........